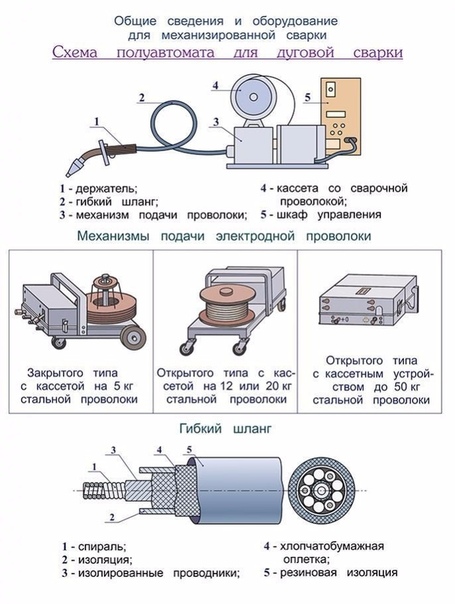
Схема сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе.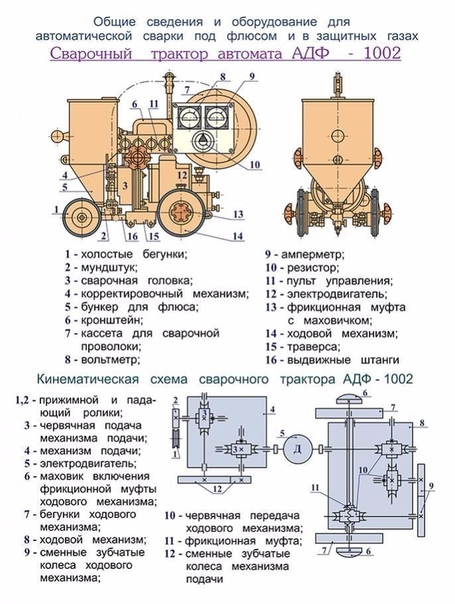 Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
- напряжение питания, В — 12…16;
- мощность электродвигателя, Вт — до 100;
- время торможения, сек — 0,2;
- время пуска, сек — 0,6;
- регулировка
- оборотов, % — 80;
- ток пусковой, А — до 20.
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12…15 В и ток 8…12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20…30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em. 1 — штатный, на напряжение питания 12 В.
1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
- первичный ток фазы, А — 8…12;
- вторичное напряжение холостого хода, В — 36…42;
- ток холостого хода, А — 2…3;
- напряжение холостого хода дуги, В — 56;
- ток сварки, А — 40…120;
- регулирование напряжения, % — ±20;
- продолжительность включения, % — 0.


Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата [1]. В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 …VS3 (рис. 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1.
Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2…2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2…2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех.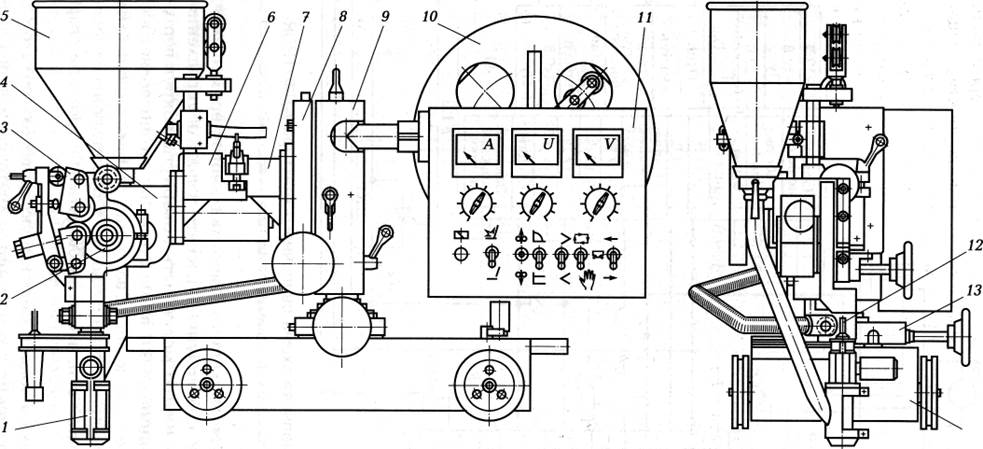 При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии.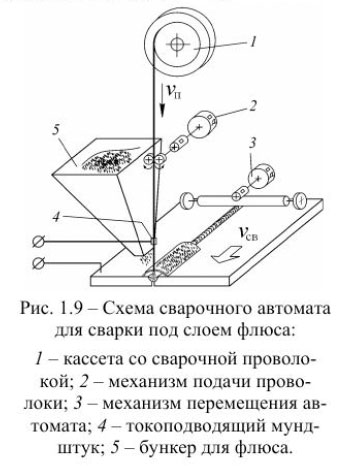 Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 … U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1…U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3…5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3…VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4…6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3…0,8 мм.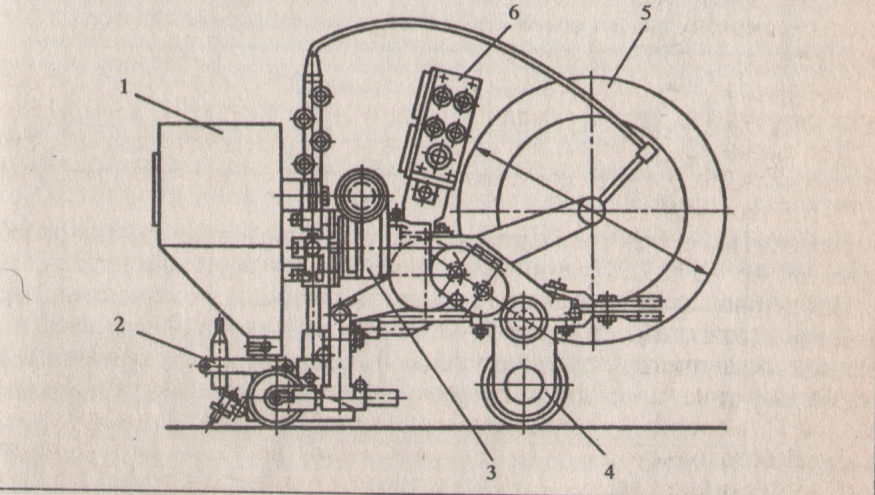
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2…5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Скачать печатные платы:
[attachment=8]
[attachment=9]
Источник: Радиолюбитель 7’2008
Схема сварочного полуавтомата
3.8/5 — Оценок: 55Схема самодельного сварочного полуавтомата. | Самодельные сварочные аппараты, полуавтоматы, схемы
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.
Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
В результате такой работы сварочного полуавтомата шов получается качественный.
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
Схема работает следующим образом:1.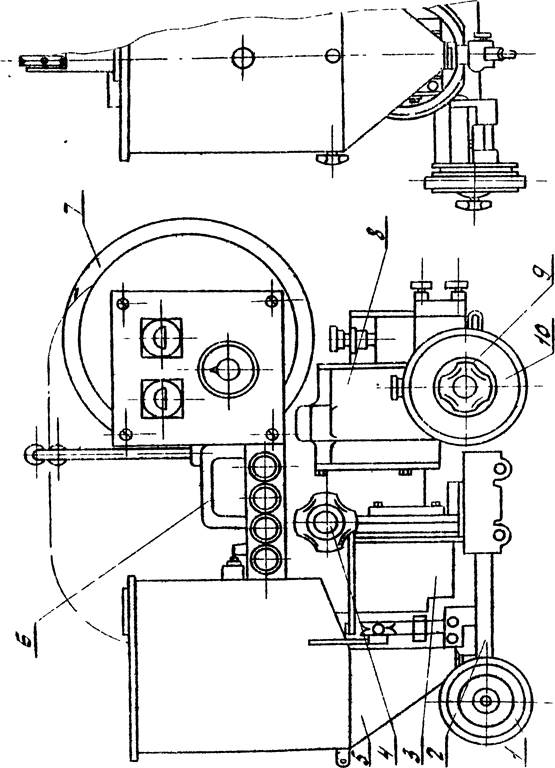 Ручной режим.
Ручной режим.Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3.1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5.1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2. 1, К 2.2 отключает реле К1.
1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность — это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1…3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1…10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля.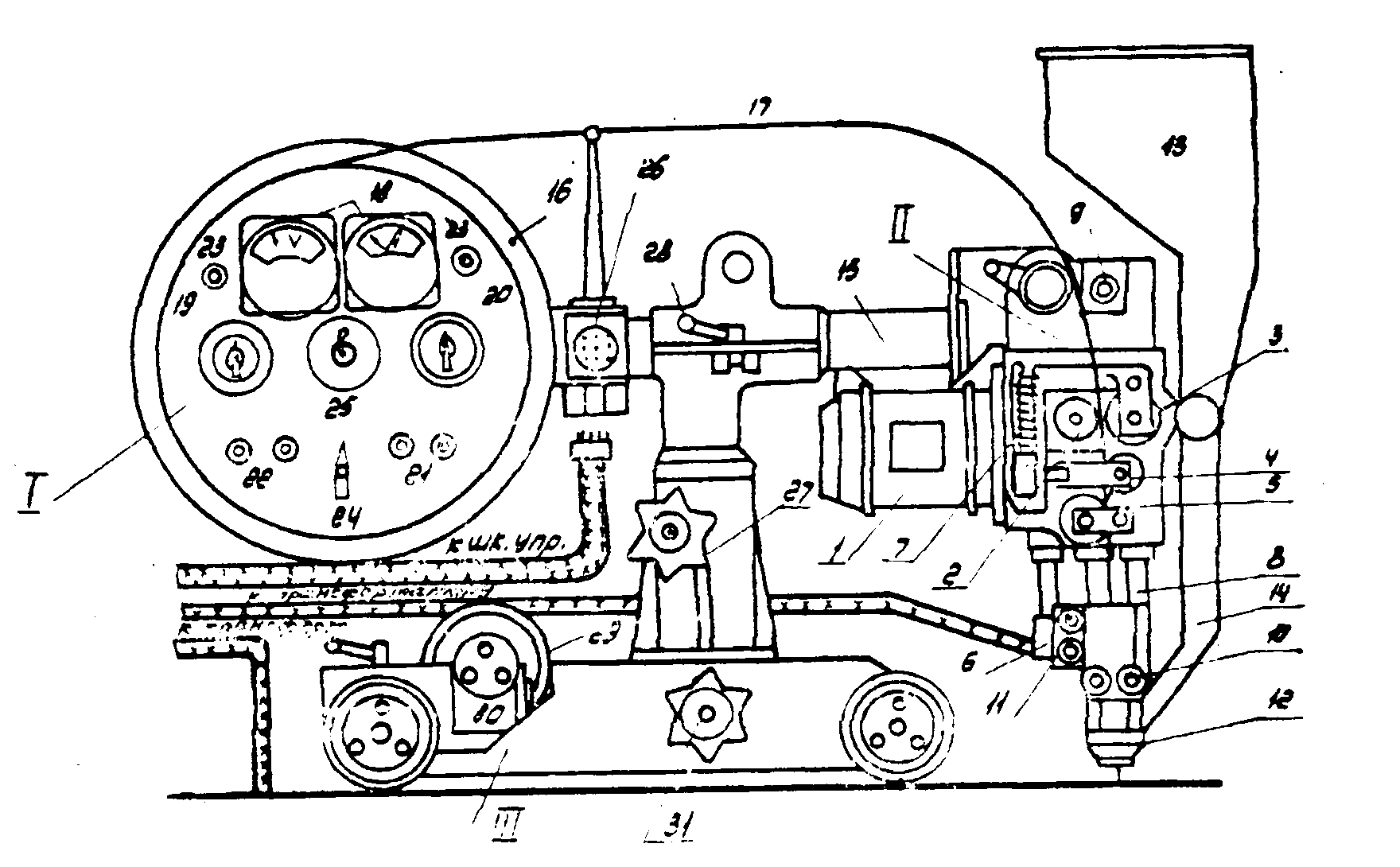 Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) — 5..10А, остальные реле (К2, К4, К5) — 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.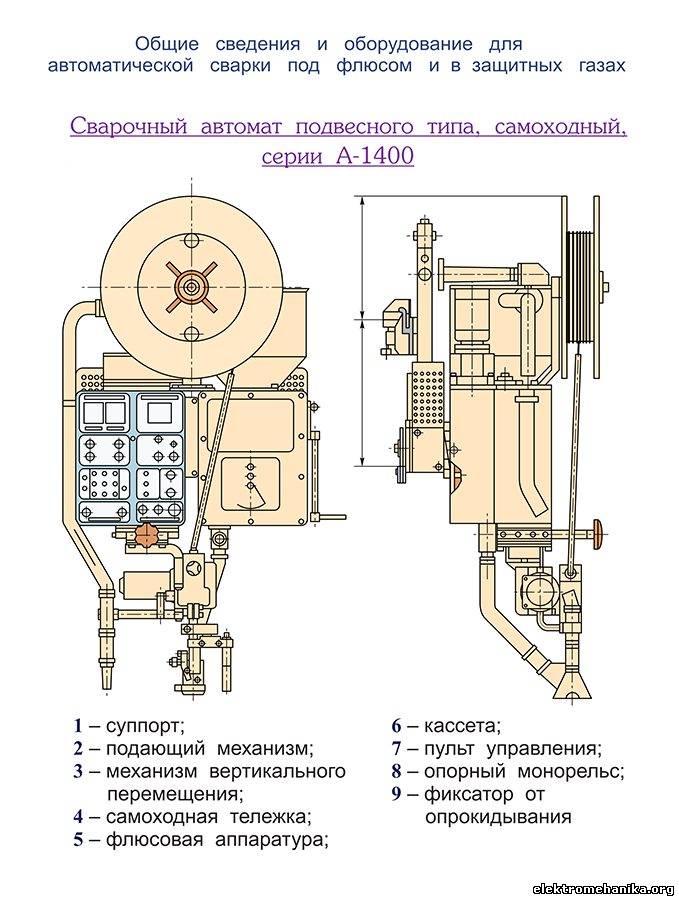
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.
Большое спасибо ему за это.
Внешний вид полуавтомата:
Компоновка, вид сверху:
Компоновка, вид сбоку:
Компоновка, вид сбоку, вид подающего механизма:
Протяжный механизм:
Плата управления сварочным полуавтоматом:
Диодный мост, дроссель, трансформатор питания схемы управления:
Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)
Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Печатная плата231
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Принципиальная электрическая схема сварочного полуавтомата
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.

Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.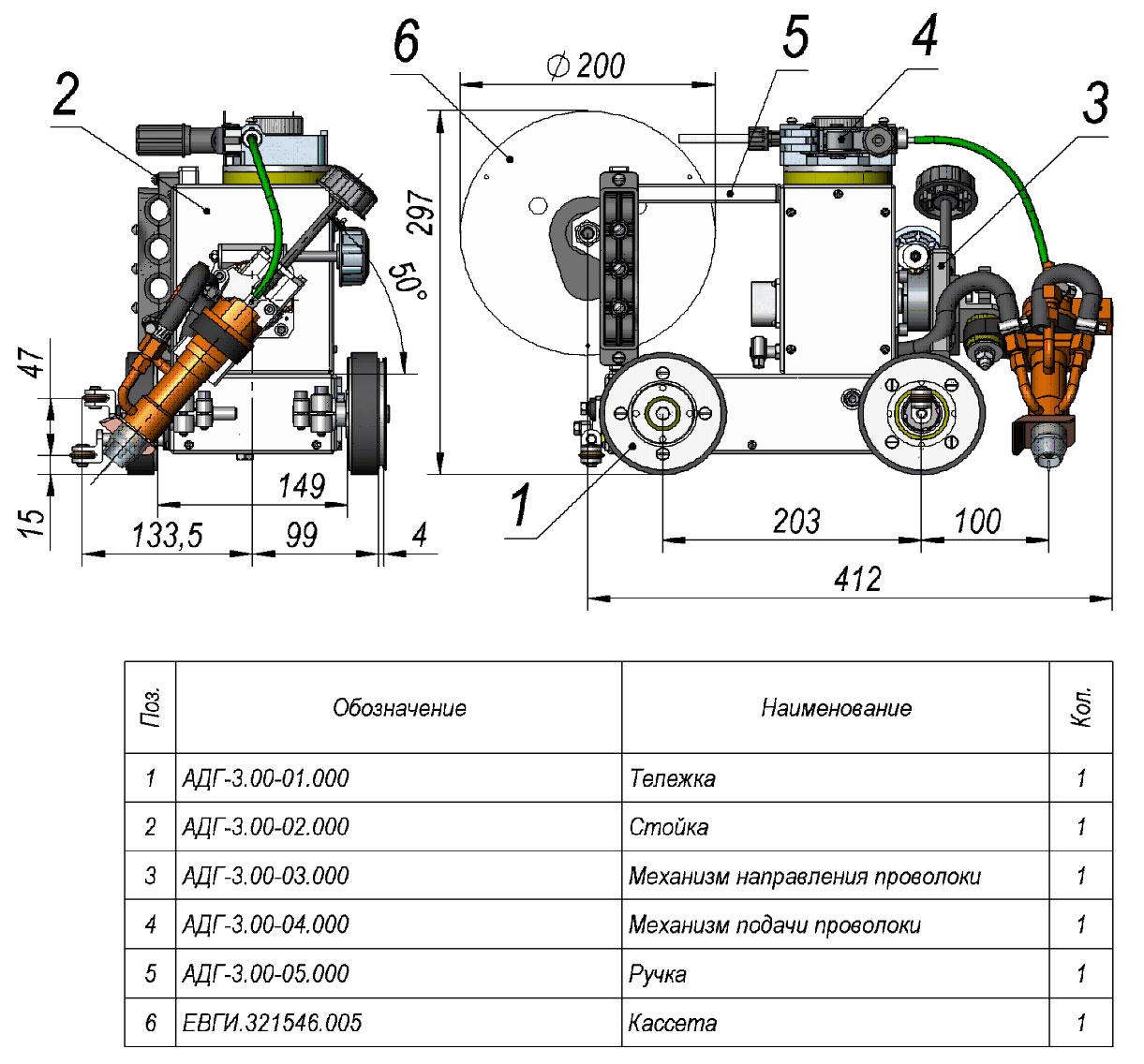
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
↑ Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт .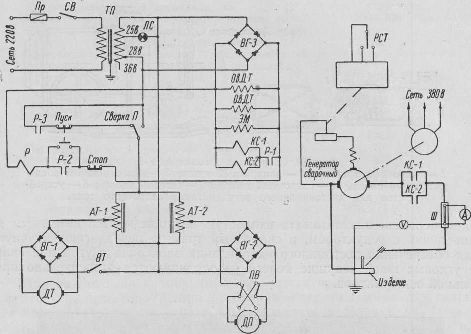 Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
↑ Корпус и механика
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
↑ Файлы
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Здравствуй, читатель! Меня зовут Игорь, мне 45, я сибиряк и заядлый электронщик-любитель. Я придумал, создал и содержу этот замечательный сайт с 2006 года.
Уже более 10 лет наш журнал существует только на мои средства.
—
Спасибо за внимание!
Игорь Котов, главный редактор журнала «Датагор»
Логин bedjamen – это был мой пёс, эрдельтерьер, по кличке Беджамен Моден Тайп Хауэлл. Дата его рождения 7 апреля 2002 года.
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Преимущества и недостатки самодельного оборудования
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
- Простота и надежность техники.
- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.

Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях.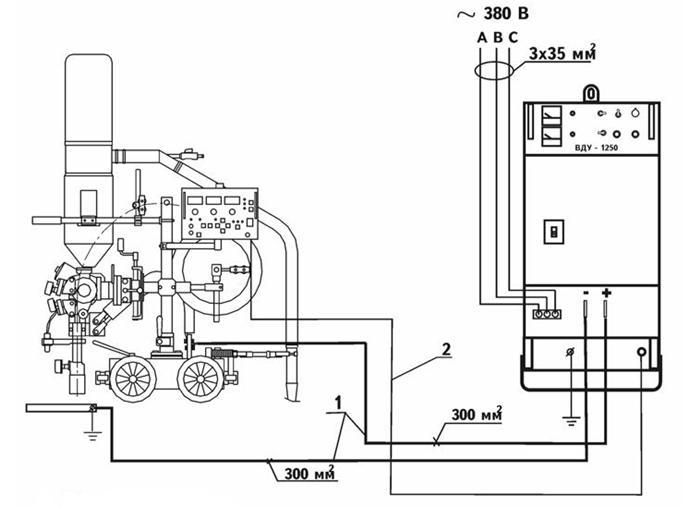
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона.
 Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
Модернизация устройства
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
Схема сварочного автомата
В практике получили распространение два типа сварочных
автоматов с принудительным регулированием напряжения дуги для сварки —
плавящимся и неплавящимся электродами (рис. 21.2). В автоматах для
сварки плавящимся электродом якорные цепи электродвигателя сварочной головки ДГ
и электродвигателя ДТ питаются от отдельных генераторов: генератора головки ГГ и
генератора тележки ГТ. Вращение генераторов осуществляется асинхронным
электродвигателем ЭД. Генератор головки имеет две обмотки возбуждения: дуговую
ДОВ, питающуюся от дугового напряжения через выпрямитель ВДВ, и не зависимую
НОВ, получающую питание от понижающего трансформатора ПТ через выпрямитель
ВИВ.
Вращение генераторов осуществляется асинхронным
электродвигателем ЭД. Генератор головки имеет две обмотки возбуждения: дуговую
ДОВ, питающуюся от дугового напряжения через выпрямитель ВДВ, и не зависимую
НОВ, получающую питание от понижающего трансформатора ПТ через выпрямитель
ВИВ.
Рис. 21.2. Принципиальные электрические схемы автоматов с принудительным регулированием дуги для сварки электродом: а — плавящимся; 6 — вольфрамовым
Магнитные потоки, создаваемые намагничивающими силами этих обмоток в
генераторе, направлены встречно. Величина и направление э. д. с. генератора
будут определяться величиной и направлением суммарного магнитного потока в
генераторе. При подаче на дуговой промежуток напряжения холостого хода источника
результирующий магнитный поток в генераторе создается в основном намагничивающей
силой (н. с.) дуговой обмотки возбуждения (Фд > Фн). Э.
д. с. генератора будет иметь такое направление, при котором электродвигатель
головки будет подавать проволоку к изделию.
В момент короткого замыкания напряжение на дуговом промежутке снизится до нуля (Фд = 0). Суммарный магнитный поток в генераторе будет наводиться только независимой обмоткой возбуждения. Э. д. с. генератора изменит направление на противоположное, и электродвигатель головки будет подавать проволоку от изделия. Благодаря этому произойдет возбуждение дуги. С появлением дугового напряжения снова возникнет неравенство Фд > Фн, и электродвигатель начнет подавать проволоку к изделию. Это создает возможность непрерывного горения дуги при условии равенства скоростей плавления проволоки и ее подачи.
Напряжение дуги, а следовательно, и скорость подачи электродной проволоки
регулируются изменением тока в независимой обмотке возбуждения. Для этих целей
предусмотрен регулятор напряжения РНД. Колебания напряжения дуги в процессе
сварки через обмотку возбуждения и генератор головки воздействуют на частоту
вращения электродвигателя головки и соответственно на скорость подачи проволоки. При возрастании напряжения дуги принудительно увеличиваются частота вращения
электродвигателя головки и скорость подачи проволоки. Это приводит к
восстановлению заданного напряжения дуги. При уменьшении напряжения снижается
скорость подачи проволоки, и напряжение дуги вновь восстанавливается.
При возрастании напряжения дуги принудительно увеличиваются частота вращения
электродвигателя головки и скорость подачи проволоки. Это приводит к
восстановлению заданного напряжения дуги. При уменьшении напряжения снижается
скорость подачи проволоки, и напряжение дуги вновь восстанавливается.
Генератор тележки имеет одну обмотку возбуждения ОВГТ, которая питается от выпрямителя обмоток возбуждения ВОВ. Скорость движения тележки регулируется регулятором скорости тележки РСТ. От этого выпрямителя питаются также обмотки возбуждения электродвигателей тележки ОВДТи головки ОВДГ.
Для включения автомата и его выключения предусмотрены кнопки «Пуск» П, «Стоп»
С и промежуточное реле РП.
Автоматы с неплавящимся электродом имеют следующие
электродвигатели (рис. 21.2,6):
- ДПП — подачи проволоки, ДТ — тележки;
- ДГП — горизонтального перемещения головки;
- ДВП — вертикального перемещения головки;
- ДРЗК — реостата заварки кратера.
Каждый из электродвигателей имеет автономное питание якорных цепей. Питание обмоток возбуждения электродвигателей осуществляется от однофазных выпрямителей (па схеме не показаны).
Скорость подачи сварочной проволоки настраивается с помощью магнитного усилителя МУ в цепи якорной обмотки ДПП. Ток в управляющей обмотке МУ регулируется сопротивлением R. Скорость перемещения тележки автомата изменяется регулятором напряжения РН. Аналогичным способом регулируется скорость перемещения ползуна в реостате заварки кратера. Скорость горизонтальных перемещений головки автомата не регулируется. Управление горизонтальными перемещениями осуществляется с пульта. В некоторых автоматах ДГП связан с механизмом слежения по стыку.
Механизм вертикального перемещения головки приводится в действие с пульта и
связан с системой слежения по напряжению дуги (принудительное регулирование
длины дуги). Для этой цели имеется блок слежения БС, состоящий из измерительного
устройства U (для измерения отклонений напряжения дуги), усилителя постоянного
тока У, усилителя мощности УМ и исполнительного электродвигателя ДВП. Напряжение
дуги Uд подается на измерительную схему, представляющую собой схему
сравнения двух напряжений: напряжения дуги и некоторого опорного (эталонного)
Uоп. Величина Uоп регулируется сопротивлением
Roп и зависит от выбранного режима сварки. В результате сравнения
образуется напряжение ∆Uд = Uoп — Uд.
Напряжение
дуги Uд подается на измерительную схему, представляющую собой схему
сравнения двух напряжений: напряжения дуги и некоторого опорного (эталонного)
Uоп. Величина Uоп регулируется сопротивлением
Roп и зависит от выбранного режима сварки. В результате сравнения
образуется напряжение ∆Uд = Uoп — Uд.
Это напряжение подается на усилитель У постоянного тока. Выход усилителя постоянного тока рассчитан на поляризованное реле ПР. Контакты реле ПР управляют работой усилителя мощности УМ, включенного в цепь якорной обмотки ДВП. Отклонение напряжения дуги приводит в движение ДВП. Изменяется длина дугового промежутка, и напряжение восстанавливается. При обрыве дуги система срабатывает вверх. Точность принудительного регулирования обычно составляет ±(0,10—0,15) В.
В автоматах для сварки неплавящимся электродом предусмотрено зажигание дуги с
помощью осциллятора Ос и дросселя Др 4без короткого замыкания. Включение и
выключение осциллятора происходит с помощью реле РД. На схеме (рис. 21.2,
б) для упрощения не приведены цепи, связанные с управлением автоматом.
Включение и
выключение осциллятора происходит с помощью реле РД. На схеме (рис. 21.2,
б) для упрощения не приведены цепи, связанные с управлением автоматом.
Распространение получили две схемы сварочных автоматов с саморегулированием дуги (рис. 21.3). В одной из них применяется электропривод постоянного (а) тока, в другой — переменного (б).
Рис. 21.3. Принципиальные электрические схемы автоматов с саморегулированием дуги
В автоматах с электроприводом постоянного тока якорные цепи электродвигателей головки ДГ и тележки ДТ питаются от регулятора напряжения РН через отдельные выпрямительные блоки. Обмотки возбуждения электродвигателей головки ОВД Г и тележки ОВДТ получают питание от понижающего трансформатора ПТ через выпрямитель обмоток возбуждения. Параллельно дуге включено реле зажигания РЗ. Оно предназначено для реверсирования электродвигателя головки при зажигании дуги.
При замыкании кнопки «Пуск» П реле РЗ оказывается под напряжением холостого
хода источника питания дуги.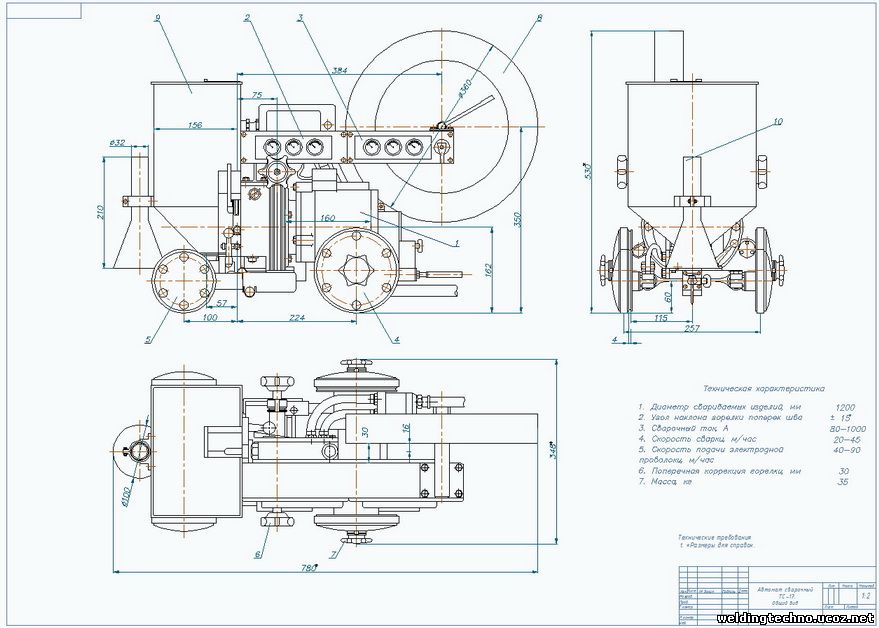 Срабатывают замыкающие контакты РЗ и РП в якорной
цепи электродвигателя (размыкающие контакты РЗ при этом разомкнутся). Начинается
его вращение с подачей проволоки к свариваемому изделию. В момент короткого
замыкания катушка реле РЗ шунтируется. Благодаря этому замыкающие контакты РЗ
размыкаются. Питание якорной цепи осуществляется через размыкающие контакты РЗ.
Происходит реверсирование электродвигателя, и начинается подача проволоки от
изделия. Это вызывает возбуждение дуги. С появлением дугового напряжения вновь
замыкаются размыкающие контакты РЗ, и электродвигатель начинает подавать
проволоку к изделию.
Срабатывают замыкающие контакты РЗ и РП в якорной
цепи электродвигателя (размыкающие контакты РЗ при этом разомкнутся). Начинается
его вращение с подачей проволоки к свариваемому изделию. В момент короткого
замыкания катушка реле РЗ шунтируется. Благодаря этому замыкающие контакты РЗ
размыкаются. Питание якорной цепи осуществляется через размыкающие контакты РЗ.
Происходит реверсирование электродвигателя, и начинается подача проволоки от
изделия. Это вызывает возбуждение дуги. С появлением дугового напряжения вновь
замыкаются размыкающие контакты РЗ, и электродвигатель начинает подавать
проволоку к изделию.
При равенстве скоростей подачи и плавления проволоки создаются условия для
стабильного горения дуги. Необходимая скорость подачи проволоки предварительно
настраивается регулятором напряжения. При необходимости она корректируется в
процессе горения дуги. Аналогичным способом устанавливается и скорость
перемещения тележки. Прекращают работу автомата размыканием цепи катушки реле РП
кнопкой «Стоп» С.
В автоматах с электроприводом переменного тока (рис. 21.3, б) электродвигатели головки ДГ и тележки ДТ питаются от понижающего трансформатора ПТ через замыкающие контакты промежуточного реле РП. Для возбуждения дуги используют реле зажигания РЗ. Зажигание дуги обычно начинается с предварительного короткого замыкания электродной проволоки на изделие (за счет установочных перемещений сварочной проволоки).
При нажатии кнопки «Пуск» П напряжение на электродвигатель головки передается через контакты промежуточного реле РП и размыкающие контакты реле зажигания РЗ. Электродвигатель начинает подачу проволоки от изделия. Это приводит к возбуждению дуги. С появлением дугового напряжения катушка реле РЗ оказывается под током. Происходит замыкание замыкающих и размыкание размыкающих контактов реле РЗ. Электродвигатель реверсируется и начинает подавать проволоку к изделию.
Скорость подачи, равная скорости плавления, устанавливается предварительно с
помощью сменных шестерен в редукторе механизма подачи сварочной головки. Движение тележки начинается при включении муфты, расположенной на ведущем
бегунковом колесе. Скорость ее перемещения также устанавливают предварительно с
помощью сменных шестерен.
Движение тележки начинается при включении муфты, расположенной на ведущем
бегунковом колесе. Скорость ее перемещения также устанавливают предварительно с
помощью сменных шестерен.
Сварочный полуавтомат своими руками: описание, чертежи, схемы
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.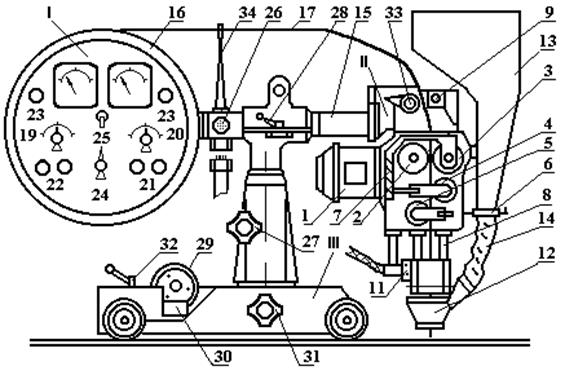
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
Устройство сварочного полуавтомата
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
Схема сварочного полуавтомата
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва.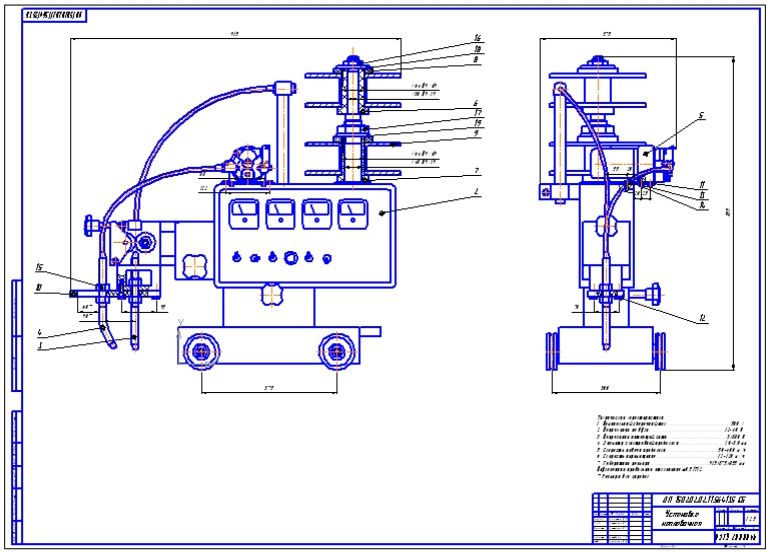 Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.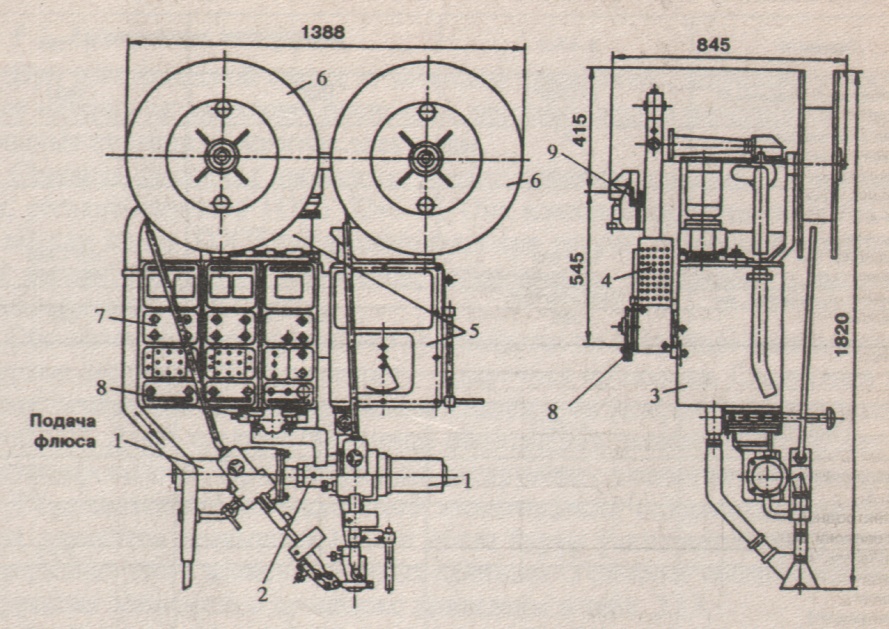
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Изготовление сварочного полуавтомата
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять.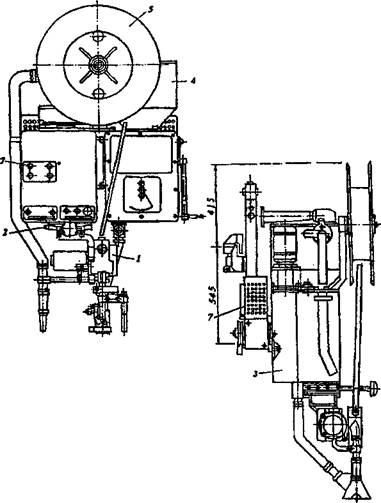 Такая простая манипуляция позволит значительно увеличить проводимость токов.
Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.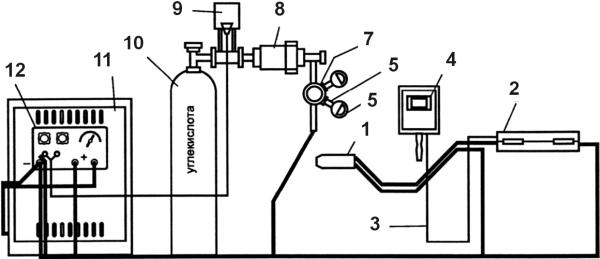
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Принципиальная схема сварочного инвертора
Сварочный аппарат инверторного типа работает на основе принципиальной схемы, созданной специально для повышения производительности и экономии. С помощью такого аппарата производится целый спектр сварочных работ. Специалистом, который планирует использовать подобный агрегат, должна быть изучена принципиальная схема сварочного инвертора, чтобы иметь представление о его работе.
Существует много разных моделей таких инверторов, потому что каждый производитель старается создать такой агрегат, который способен выполнять все виды сварки с минимальными энергетическими потерями.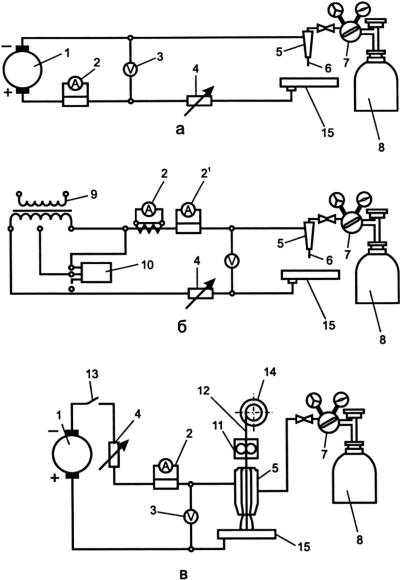 Если агрегат действительно качественный и отвечает всем технологическим требованиям, он будет обеспечивать надежный и равномерный шов.
Если агрегат действительно качественный и отвечает всем технологическим требованиям, он будет обеспечивать надежный и равномерный шов.
Типы сварочных агрегатов
Данные инверторы применяются не только в промышленной сфере, но все больше их используют в быту. Если есть возможность, любой человек способен приобрести такое устройство и выполнять им сварку различной степени сложности. Он сможет:
- создавать металлические конструкции, сваривая места соединений,
- производить ремонт автомобиля,
- выполнять сваривание инженерных коммуникаций.
В данных устройствах используется широтно-импульсная модуляция. Если пользователь применяет дуговую ручную сварку ММА, то он может рассчитывать на высокие экономические показатели. Агрегат выгоден еще и тем, что он обладает сравнительно небольшим весом, так что сварщик способен свободно перемещать аппарат к месту проведения работ.
Для сварки алюминиевых конструкций применяется аргонодуговая сварка, причем используемый аппарат легко настраивается и регулируется для конкретных условий проведения работ.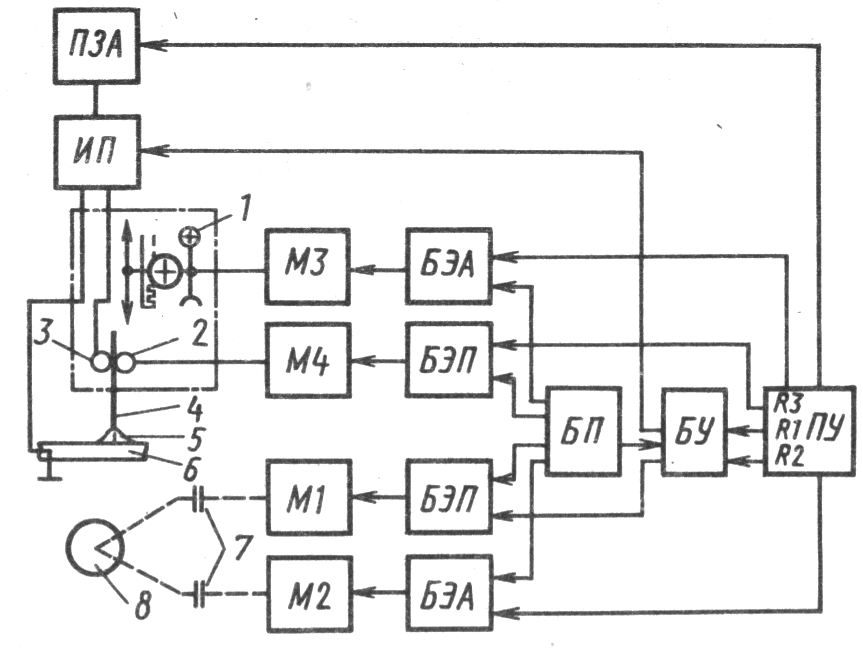 Выполняется настройка параметров и рекомендуется применение вольфрамового электрода, позволяющего обеспечивать безупречные швы.
Выполняется настройка параметров и рекомендуется применение вольфрамового электрода, позволяющего обеспечивать безупречные швы.
Полуавтоматические аппараты сконструированы таким образом, чтобы не происходило разбрызгивания металлов.
Особенности схемы
Стабильная работа дуги инверторных устройств создает оптимальные условия для выполнения качественной сварки. Когда работает плазменно-дуговая резка современного типа, то обеспечивается аккуратная и равномерная кромка.
Такая кромка соответствует эстетическим требованиям, и нет необходимости ее дополнительно обрабатывать. Существуют такие модели инверторов, которые автоматически ограничивают мощность, так что при грамотной настройке вы получите оптимальное качество соединения.
Инвертор имеет небольшие габариты, что позволяет свободно его транспортировать на разных видах транспорта. Классическая принципиальная схема сварочного инвертора позволяет рассчитывать на обеспечение частоты от 55 до 75 кГц.

Схема сварочного агрегата
В инверторе основную роль выполняют транзисторы высокой частоты, так что входной ток коммутируется и обеспечивается необходимая мощность. На транзисторы электричество поступает после диодного моста, а когда ток выравнивается, то обеспечивается стабильное напряжение.
В качестве фильтрующего элемента применяется конденсатор с соответствующими параметрами. Нелинейная зарядная цепь, находящаяся в принципиальной схеме, создает условия для лимитирования электрического тока. В нелинейной цепи главные функции выполняют шунтирующий тиристор и сопротивление с такими параметрами, которые ограничивают ток.
Главная функция, которую выполняет принципиальная схема сварочного инвертора – это подача стабильного напряжения на транзисторный блок ИИСТ. Этот важнейший узел работает при частотном режиме 60-80 кГц, а значит, для обеспечения данной частоты необходим соответствующий трансформатор.
Преимущества инверторных аппаратов
Современные ИИСТ отличаются компактностью и стабильностью работы, так что пользователь может рассчитывать на постоянную мощность, которую при необходимости настраивают, на подходящий для выполнения конкретной работы режим.
Трансформаторные сварочные аппараты не всегда готовы обеспечивать стабильность, поэтому есть опасность получения швов низкого качества. Инверторные агрегаты обладают положительными качествами, которые подняли сварку на принципиально новый уровень.
Никакие внешние факторы не способны негативно сказаться на стабильном функционировании инверторного устройства. Если профессионально отнестись к настройке прибора, то есть все шансы для получения высокого качества. Все помехи оперативно устраняются, и инверторный прибор работает стабильно и эффективно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Схема сварочного аппарата – рабочие и защитные элементы + Видео
Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников.
1 Полуавтомат для сварки – не устарел ли он?
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.
Современные полуавтоматические сварочники
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
2 Элементы электросхем инверторов – набор особых блоков и модулей
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.
Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Питающий блок. Этот элемент подает на силовую часть сварочного агрегата электроток. Конструктивно блок состоит из зарядной нелинейной цепи, особого емкостного фильтрующего устройства и выпрямителя.
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.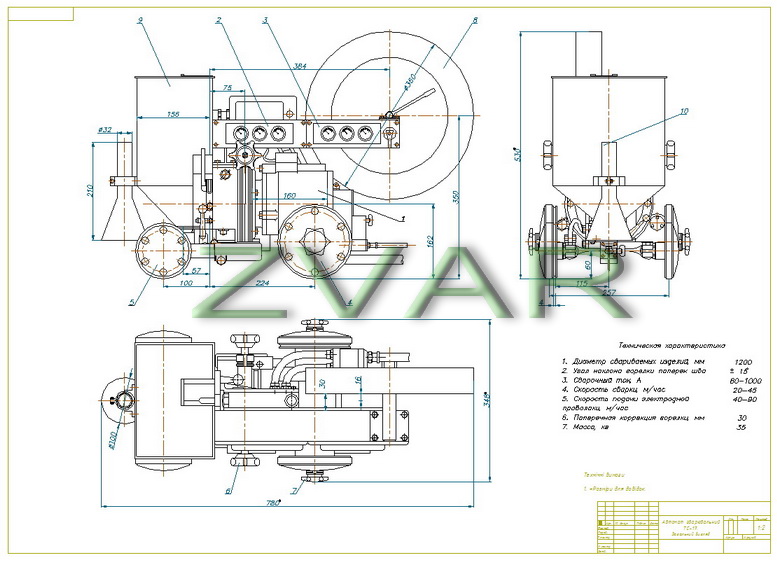
3 Сварка инверторным аппаратом – как все происходит?
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.
Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть). Он преобразовывается в постоянный.
- Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.

Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).
Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
4 Защитники сварочника – важные детали электрической схемы
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.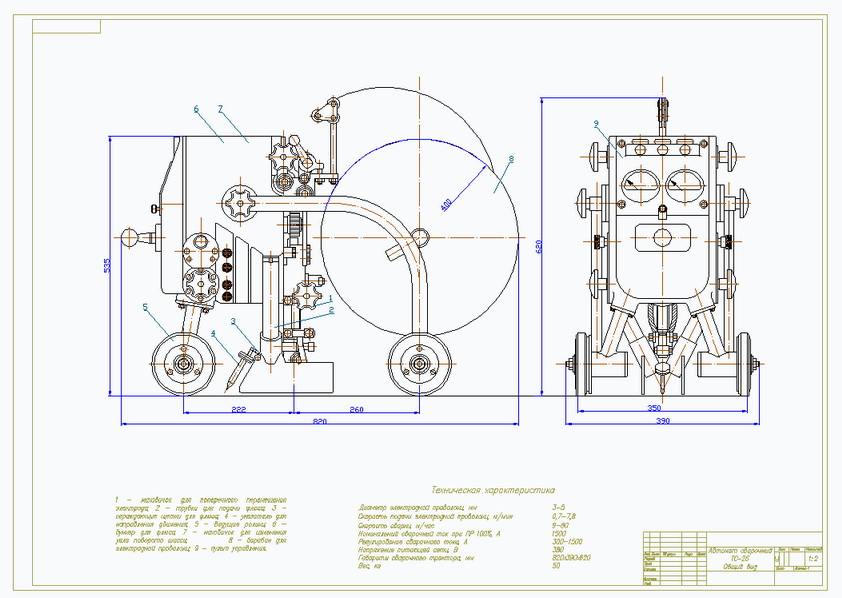
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Защита преобразующих электроток транзисторов осуществляется при помощи предохранительных цепей (они носят название демпфирующих), которые оснащаются термодатчиками и системами охлаждения (принудительного).
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
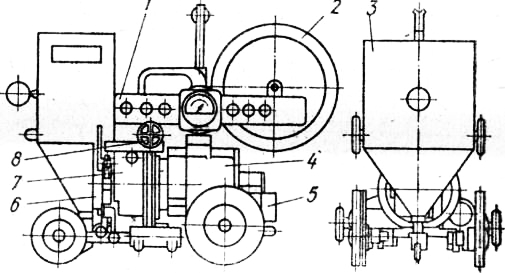
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
Принципиальная схема сварочного аппарата, электрическая схема сварочного аппарата Поставщики и производители на Alibaba.com
Если вы ищете высокопроизводительный, надежный и современный. Принципиальная схема сварочного аппарата , не смотрите дальше, чем у Alibaba.com. Огромная коллекция умелых и технологичных. Схема сварочного аппарата в наличии на сайте для покупки по самым доступным ценам.Настоящие качественные и оперативные. Принципиальная схема сварочного аппарата Сварочный аппарат сам по себе изготовлен из прочных качественных материалов, чтобы обеспечить стабильную производительность и непревзойденную надежность.Эти. Принципиальная схема сварочного аппарата оснащены современными технологиями, такими как инвертор MMA постоянного тока, сварочный аппарат переменного тока, и имеют различные допустимые напряжения. Компетентный. Принципиальная схема сварочного аппарата на объекте также легкие, а также переносное инверторное сварочное оборудование на IGBT, которое отличается длительным сроком службы и минимальными затратами на обслуживание.
Alibaba.com имеет огромную коллекцию. Принципиальная схема сварочного аппарата в различных формах, размерах, цветах, характеристиках, мощностях и может адаптироваться под любые требования.Эти продуктивные. Принципиальная схема сварочного аппарата используется в мастерских по ремонту оборудования, в быту, на производственных предприятиях, в автомастерских и т. Д., А также во многих других благодаря своей превосходной надежности. Эти. Принципиальная схема сварочного аппарата также доступна в индивидуальном исполнении и обеспечивает отличное формирование сварного шва.
Посетите Alibaba.com и узнайте о разнообразных возможностях. Принципиальная схема сварочного аппарата подходит под Ваш бюджет и требования.Эти продукты имеют сертификаты ISO, CE, ROHS, EMC и доступны по заказу OEM. Для некоторых моделей также доступна установка на месте и послепродажное обслуживание.
 Эти. Принципиальная схема сварочного аппарата идеально подходит для всех типов тяжелых сварочных работ, независимо от того, являются ли они промышленными, коммерческими или даже жилыми. Эти машины сертифицированы и испытаны ответственными органами и отмечены как безопасные и эффективные в использовании.
Эти. Принципиальная схема сварочного аппарата идеально подходит для всех типов тяжелых сварочных работ, независимо от того, являются ли они промышленными, коммерческими или даже жилыми. Эти машины сертифицированы и испытаны ответственными органами и отмечены как безопасные и эффективные в использовании. 
Схема сварочного аппарата, схема сварочного аппарата Поставщики и производители на Alibaba.
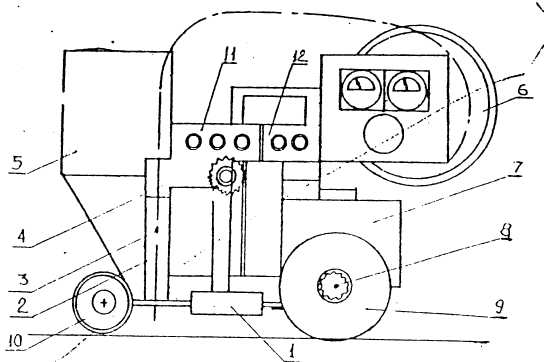 com Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Схема сварочного аппарата для всех видов сварки. Эти. Схема сварочного аппарата широко используется в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя самые разные требования.Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов. Покупайте эти продукты в проверенных и надежных магазинах. Схема сварочного аппарата продавцов и поставщиков на сайте.
com Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Схема сварочного аппарата для всех видов сварки. Эти. Схема сварочного аппарата широко используется в коммерческом и промышленном секторах благодаря своим широким возможностям и превосходной точности, удовлетворяя самые разные требования.Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов. Покупайте эти продукты в проверенных и надежных магазинах. Схема сварочного аппарата продавцов и поставщиков на сайте. Гениальное и качественное. Схема сварочного аппарата , доступная на сайте, изготовлена из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия.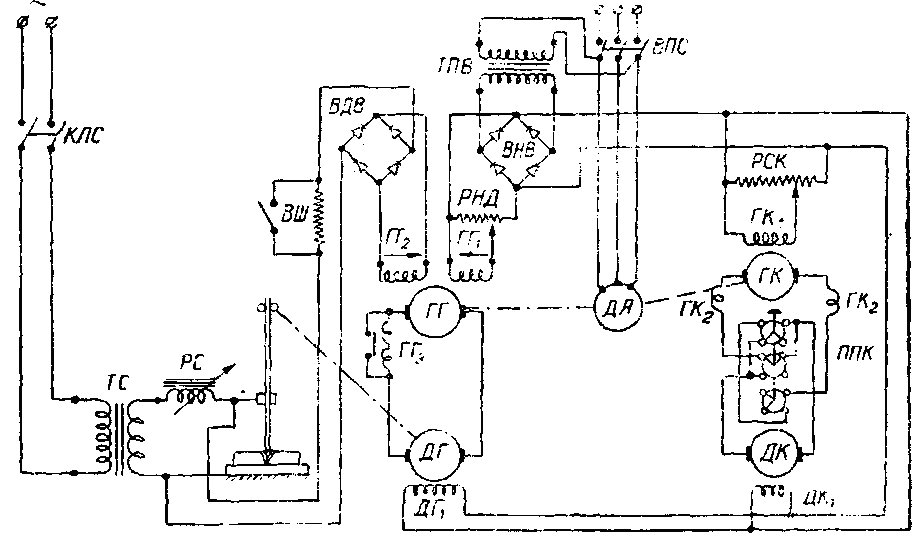 Эти. Схема сварочного аппарата доступна как в полуавтоматическом, так и в автоматическом вариантах в зависимости от ваших требований и моделей. Объединение основных технологий в один продукт — эти. Схема сварочного аппарата предлагает более высокую степень автоматизации.
Эти. Схема сварочного аппарата доступна как в полуавтоматическом, так и в автоматическом вариантах в зависимости от ваших требований и моделей. Объединение основных технологий в один продукт — эти. Схема сварочного аппарата предлагает более высокую степень автоматизации.
На Alibaba.com вы можете выбирать из различных вариантов. Схема сварочного аппарата доступна в различных формах, размерах, цветах, характеристиках и мощностях в зависимости от выбранной модели.Эти выдающиеся. Схема сварочного аппарата Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами. Компактные размеры и защитные рамы делают это. Схема сварочного аппарата превосходна для коммерческого использования и отличается большей универсальностью.
Alibaba.com предлагает обширную линейку доменов. Схема сварочного аппарата вариантов, которые могут вписаться в ваши требования и бюджет, чтобы сэкономить ваши деньги.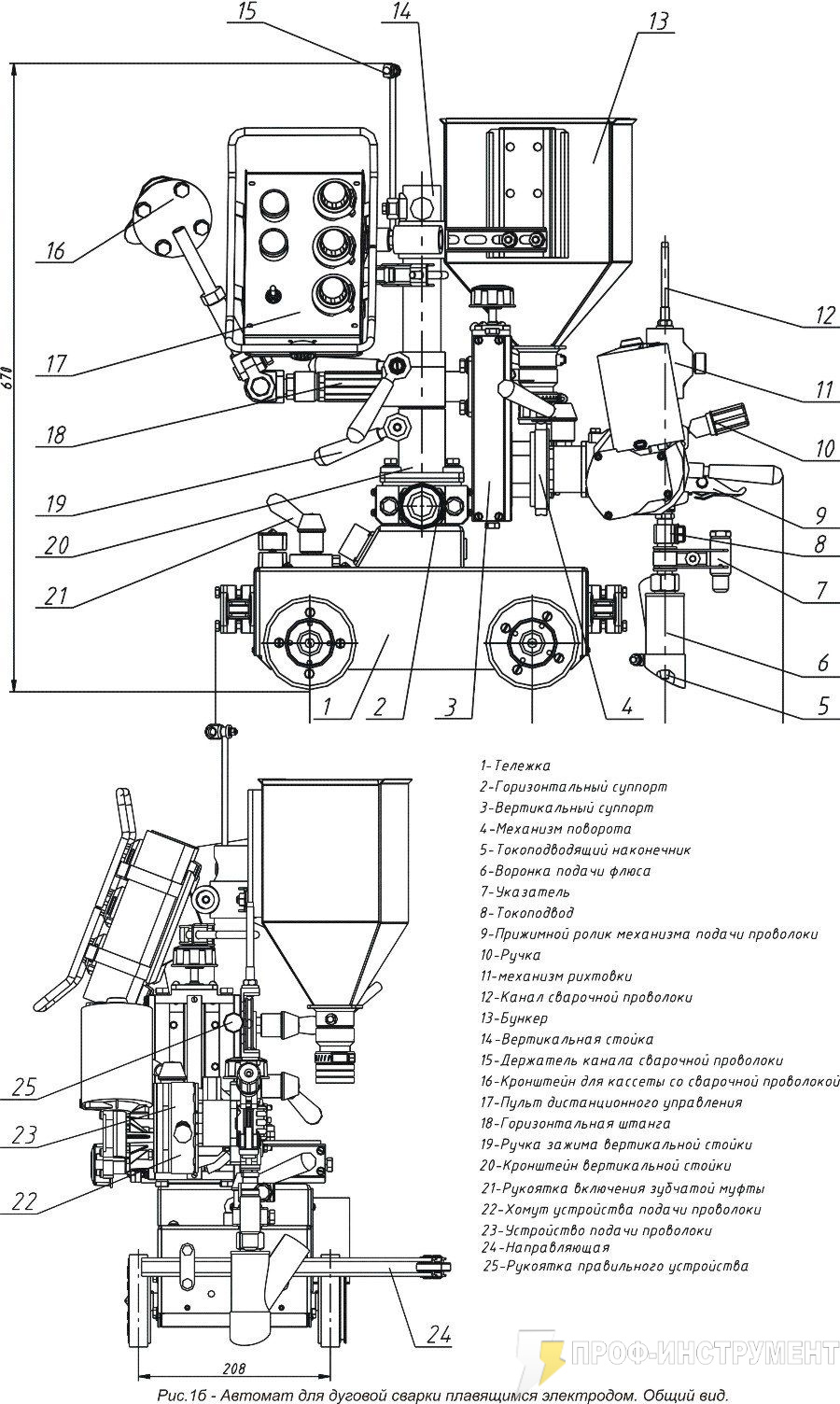 Эти продукты имеют сертификаты ISO, CE, SGS для лучшего обеспечения качества.Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
Эти продукты имеют сертификаты ISO, CE, SGS для лучшего обеспечения качества.Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
Конструкция сварочного трансформатора (со схемой) | Оборудование
В этой статье мы расскажем о конструкции сварочного трансформатора с помощью схемы.
Сварочный трансформатор состоит из двух цепей: первичной и вторичной. Эти две обмотки не имеют электрических соединений, но магнитно связаны между собой. Основная функция трансформатора состоит в том, чтобы изменять мощность переменного тока высокого напряжения и низкого тока для сварки.Входное напряжение трансформатора может составлять 440 В или 220 В. Напряжение холостого хода на выходе аппарата обычно составляет от 10 до 100 В, а выходной ток может составлять 600 А. Сварочный аппарат не имеет вращающейся части. Он имеет воздушное или масляное охлаждение. Установки с высоким током охлаждаются маслом.
Для небольших работ по изготовлению или ремонту используется однофазный входной трансформаторный комплект 220 В, но для более высоких рабочих нагрузок используется трехфазный (входной 440) трансформаторный сварочный комплект.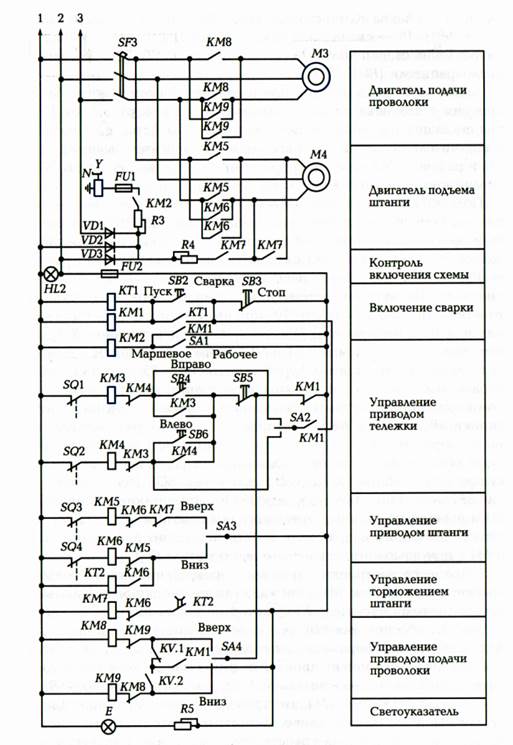 Сварочные цепи должным образом заземлены для защиты сварщика в случае выхода из строя трансформатора и попадания основного напряжения питания на цепь сварочной стороны трансформатора.На стороне сварки отображается диапазон настройки тока.
Сварочные цепи должным образом заземлены для защиты сварщика в случае выхода из строя трансформатора и попадания основного напряжения питания на цепь сварочной стороны трансформатора.На стороне сварки отображается диапазон настройки тока.
Величину тока можно отрегулировать, вставив в цепь катушку реактивного сопротивления. Реактор обычно устанавливается на электродной стороне вторичной обмотки.
Сварочная установка обеспечивает диапазон настройки тока, выходной ток для сварки в аппарате зависит от размера электрода или толщины работы.
Наличие колес, транспортировочных ручек и стропов позволяет легко транспортировать трансформатор.
Трансформатор с напряжением 70 В является идеальным устройством для сварки металлов малой толщины. Кроме того, при таком напряжении обеспечивается стабильное зажигание и горение дуги даже на сильно загрязненных продуктах, затронутых коррозией. Надежная изоляция и относительно небольшой вес делают его непревзойденным в эксплуатации как в заводских условиях, так и в полевых условиях под навесом.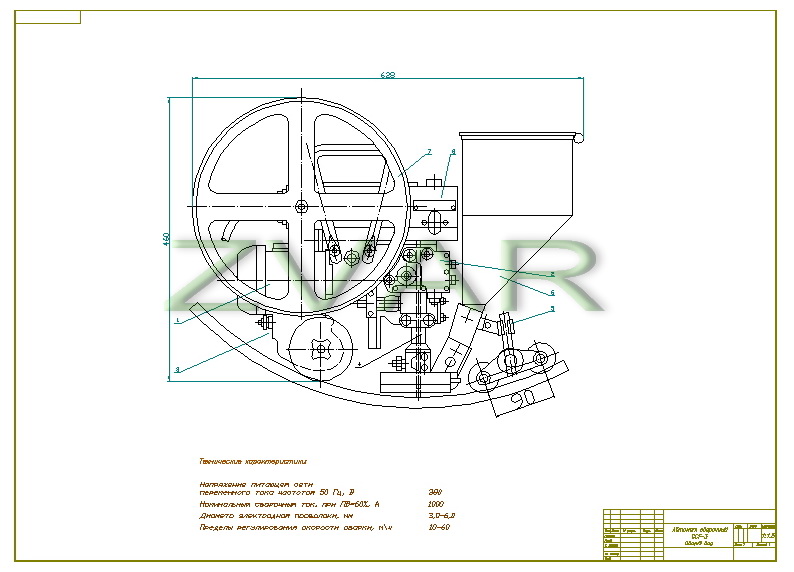
Что такое дуговая сварка? Как работает дуговая сварка? — Мастер сварки
Из этой статьи вы узнаете, что такое дуговая сварка и как работает дуговая сварка.Здесь вы также узнаете о различных типах дуговой сварки, сварочном оборудовании, преимуществах и недостатках и применении.
Что такое дуговая сварка?Процесс соединения металла с металлом с помощью электрической дуги называется дуговой сваркой. В этом процессе сварки дуга используется для создания сильного тепла, а это тепло используется для соединения металлов вместе. Дуга возникает между двумя металлическими частями, и из-за выделяемого тепла металлы плавятся, и когда он остывает, образуется прочное сварное соединение.
- Источником питания при дуговой сварке является электричество (электрический ток). Используемый электрический ток может быть постоянным (DC) или переменным (AC).
- Область сварки защищена защитным газом, парами или шлаком. Защитный газ защищает зону сварки от атмосферного загрязнения.
- Может быть ручным, полуавтоматическим или полностью автоматизированным.
- Для сварки используются плавящиеся или неплавящиеся электроды.
- Этот вид сварки изобретен в конце 19 века.Во время Второй мировой войны он становится коммерчески важным в судостроении. В настоящее время его используют при производстве стальных конструкций и транспортных средств.
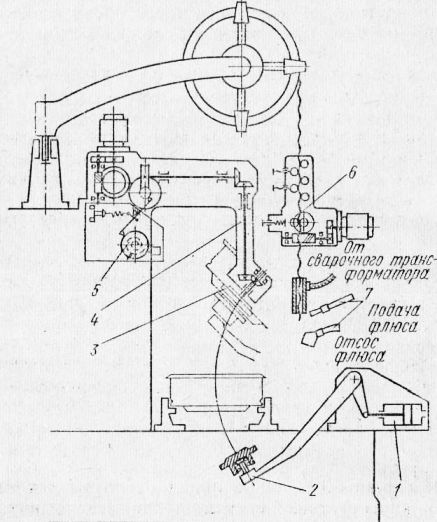
1. Дуговая сварка защищенным металлом (SMAW)
2. Газовая дуговая сварка металла (GMAW) или (MIG)
3. Дуговая сварка порошковой проволокой (FCAW)
4. Дуговая сварка под флюсом (SAW)
5. Газовая вольфрамовая дуга Сварка (GTAW) или (TIG)
6. Плазменно-дуговая сварка (PAW)
7. Сварка атомарным водородом (AHW)
8.Углеродная дуговая сварка (CAW)
9. Электрошлаковая сварка (ESW)
10. Электрогазовая сварка (EGW)
11. Дуговая сварка шпильками
Принципиальная электрическая схема дуговой сварки приведена ниже:
Оборудование
Используемое различное оборудование:
1. Машина переменного или постоянного тока
Машина переменного или постоянного тока
2. Электрод
3. Электрододержатель
4. Кабели, кабельные соединители
5. Отбойный молоток
6. Заземляющие зажимы
7.Проволочная щетка
8. Шлем
9. Защитные очки
10. Ручные перчатки
11. Фартуки, рукава и т. Д.
- Первое включение источника электроэнергии (переменного или постоянного тока).
- Когда электрод приближается к основному металлу (на расстоянии 2-4 мм друг от друга), где должна выполняться сварка, между основным металлом и электродом возникает искра или дуга.
- Из-за дуги вырабатывается сильное тепло. Выделяемое тепло плавит основной металл, сердечник электрода (или в некоторых случаях присадочный материал) и покрытие из флюса.Покрытие из флюса на электроде обеспечивает защитную среду (защитный газ) сварному шву от атмосферного загрязнения. Расплавленный металл или шлак осаждается между двумя соединяемыми металлическими частями и затвердевает. После затвердевания он образует прочную связь между двумя металлическими частями.
- Защитный газ используется для защиты расплава или сварного шва от атмосферного загрязнения.
- После завершения процесса сварки изделие (металлические детали) охлаждают путем погружения в соответствующую охлаждающую жидкость.Также его можно оставить для воздушного охлаждения.
 После затвердевания он образует прочную связь между двумя металлическими частями.
После затвердевания он образует прочную связь между двумя металлическими частями.Для лучшего объяснения посмотрите видео, представленное ниже:
Преимущества
- Обладает высокой эффективностью и скоростью сварки.
- Обеспечивает лучшую сварочную среду.
- Обеспечивает стабильное качество сварного шва
- Образует прочную связь между соединенными металлами.
- Имеет простое сварочное оборудование.
- Источник питания не такой уж и дорогой.
- Это быстрый и надежный процесс.
- Оборудование может использоваться для выполнения нескольких функций.
- Легко переносится.
- Сварщики могут использовать стандартный внутренний ток.
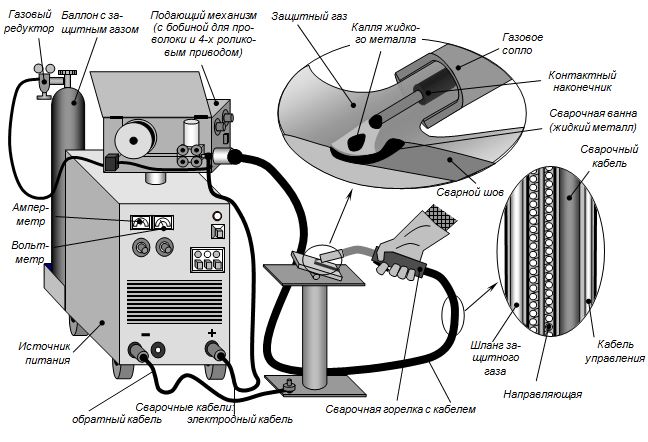
- Требуется высококвалифицированный оператор.
Это универсальный сварочный процесс. Это наиболее широко используемый сварочный процесс в мире из-за его простоты и высокой эффективности сварки.Практически во всех отраслях обрабатывающей промышленности дуговая сварка используется для получения прочных соединений. Сегодня это остается важным процессом в производстве стальных конструкций и транспортных средств. Он наиболее широко используется в автомобильной промышленности, строительстве, строительстве зданий, судостроении, авиакосмической промышленности, для технического обслуживания или ремонта.
Это все о дуговой сварке. Если вы обнаружите что-то неправильное, сообщите нам в комментариях.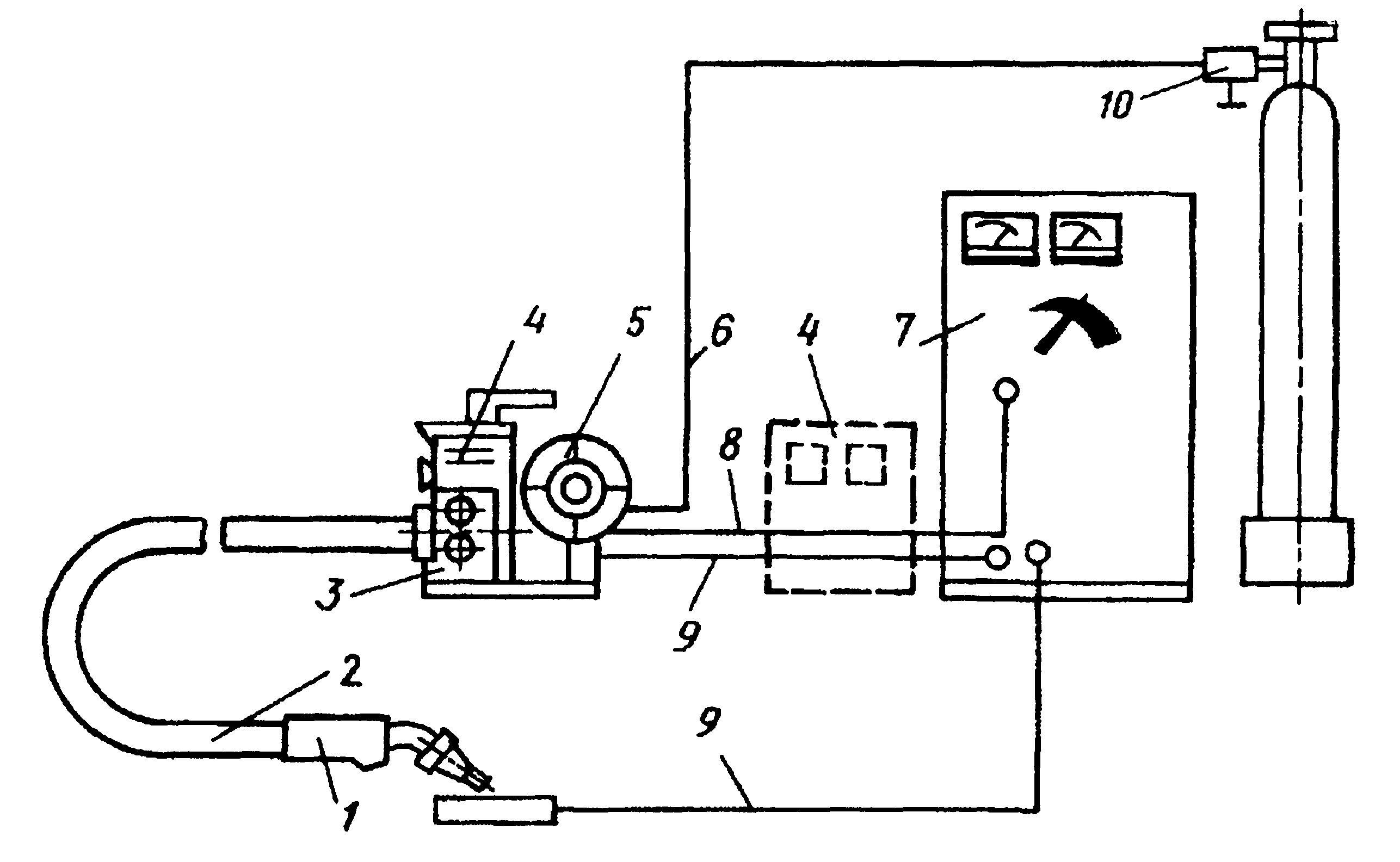 И если вы найдете эту статью информативной, не забудьте поставить лайк и поделиться ею.
И если вы найдете эту статью информативной, не забудьте поставить лайк и поделиться ею.
Топ-5 типов аппаратов для точечной сварки (со схемой)
В этой статье рассказывается о пяти основных типах аппаратов для точечной сварки. Существуют следующие типы: 1. Станок «постаментного типа» 2. Контактная стыковая сварка или сварка с осадкой 3. Контактная стыковая сварка оплавлением 4. Шовная сварка 5. Проекционная сварка.
Аппарат для точечной сварки: Тип №
1. Аппарат «Пьедестального типа»:В этом типе есть неподвижная вертикальная опорная рама и встроенный трансформатор и шкаф управления. Нижний рычаг закреплен на раме и во время сварки неподвижен, принимает на себя вес заготовки.Верхний рычаг может быть шарнирным, чтобы двигаться вниз по дуге окружности, или он может двигаться вниз по прямой линии.
При точечной сварке давление между электродами сохраняется на короткое время. Затем электроды автоматически разъединяются. На этом операция точечной сварки заканчивается. Лист или пластину следует тщательно очистить наждачной бумагой или стальной проволочной щеткой или протравить серной кислотой. При точечной сварке температура может достигать 500 ° C.
Лист или пластину следует тщательно очистить наждачной бумагой или стальной проволочной щеткой или протравить серной кислотой. При точечной сварке температура может достигать 500 ° C.
Прочность точечной сварки зависит от размера диаметра электрода или контактной поверхности, «рабочей» толщины, давления электрода, сварочного тока и времени протекания тока.При низком сварочном токе и коротком времени сварки пятно будет очень слабым.
Итак, следует принять во внимание некоторые соображения — время сварки будет составлять от 0,25 до 1,5 секунд. Это зависит от толщины металла. Во-вторых, низкоуглеродистую сталь толщиной до 5 мм можно сваривать точечной сваркой как с коротким, так и с длительным временем сварки благодаря хорошей прочности шва. В-третьих, секции толщиной более 5 мм желательно соединять с длительным временем сварки.
Слегка взяв изделие в руки, через область металла, локализованную электродами, пропускают сильный ток низкого напряжения.Напряжение может составлять 2-4 вольта, а температура — от 3000 до 5000 ° C и более в зависимости от класса работы.
Аппарат для точечной сварки: Тип №
2. Контактная стыковая сварка или сварка с осадкой :Аппарат для контактной стыковой сварки состоит, в основном, из станины, столешницы и направляющих; подвижная и неподвижная плита; струбцина или струбцины; механизм подачи и опрокидывания; трансформатор; переключающий переключатель и другие переключатели и т. д. Этот метод аналогичен точечной сварке.В этом процессе два конца подготавливаются лицом к лицу в челюстях машины, так что они стыкуются друг с другом с хорошим контактом.
Два электрода прижимают их вплотную друг к другу, и, таким образом, они механически соединяются после того, как в точке контакта выделяется максимальное количество тепла. Два конца нагреваются до состояния пластичности.
При контактной стыковой сварке металлические поверхности достаточно плоские и параллельны в зажатом состоянии. Этот процесс применим для соединения круглых прутков и прутков диаметром до 25 мм. Зажимные матрицы из медного сплава, которые проводят ток к компонентам и удерживают их во время стыковки под высоким давлением, должны захватывать как можно большую площадь, чтобы уменьшить искажения.
Зажимные матрицы из медного сплава, которые проводят ток к компонентам и удерживают их во время стыковки под высоким давлением, должны захватывать как можно большую площадь, чтобы уменьшить искажения.
Аппарат для точечной сварки: Тип №
3. Стыковая сварка оплавлением :При стыковой сварке оплавлением детали слегка сводятся вместе с протеканием тока, а затем слегка разделяются, чтобы создать «мигание» в точке соединения. По мере продолжения оплавления металл в месте соединения достигает очень высокой температуры до тех пор, пока не станет плавленым, а прилегающий металл не достигнет соответствующей температуры пластичности.
Сварка оплавлением может быть непрерывной или прерывистой. Чтобы добиться прерывистого мигания, соединяемые концы на короткое время сводят вместе, а затем разделяют на небольшое расстояние. При использовании непрерывного оплавления свариваемые детали медленно сводятся вместе. Сначала они касаются лишь нескольких выступов концов, где сила тока быстро нарастает.
Контактная стыковая сварка оплавлением очень широко используется для сварки железнодорожных линий на непрерывные отрезки.Рельс зажимается двумя цилиндрами, действующими вертикально и горизонтально, которые выравнивают каждый рельс относительно общей базы; устройство предотвращения скручивания устраняет осевое скручивание. Таким образом, на этой машине можно сваривать длинные рельсы. Аппараты для стыковой сварки оплавлением должны быть прочными и прочными, так как при сварке тяжелых профилей оказывается значительное давление.
Машина для точечной сварки: Тип №
4. Сварка швов :Аппараты для шовной сварки такие же, как и для точечной сварки, принцип этой сварки также аналогичен.Машины для точечной и шовной сварки состоят из станины, трансформатора и прижимного механизма с переключателем с блокировкой. Кроме того, машина для шовной сварки имеет систему привода роликового электрода.
В этом процессе соединяемые детали зажимаются между двумя системами привода медных роликов или колесных электродов, которые давят на свариваемую «деталь». Один или оба приводятся в движение, и ток передается к колесам через подшипники вращения.
Один или оба приводятся в движение, и ток передается к колесам через подшипники вращения.
Более привычный привод вала позволяет легко устанавливать различные типы колес.За счет использования более сложных электромеханических подшипниковых узлов можно выполнять продольные и кольцевые сварные швы. Пистолеты для сварки швов чрезвычайно полезны для изготовления всех типов резервуаров, выхлопных систем, бочек, капельниц на листах кузова автомобилей и т. Д.
Они имеют электродвигатель, который автоматически перемещает пистолет по шву, так что ему требуется только направление — они работают так же, как пистолеты для точечной сварки. Для материалов толщиной менее 0,8 мм или при высоких скоростях сварки импульсный режим не требуется.При толщине более 3 x 0,8 мм рекомендуется пульсация из-за хорошего сварного шва.
Аппарат для точечной сварки: Тип #
5. Проекционная сварка : Проекционные машины в основном представляют собой прессы, электроды сварочного аппарата с наконечниками заменены плоскими пластинами с Т-образными пазами для крепления специальных инструментов. Выпуклая сварка выполняется для различных компонентов, таких как стальные соединительные элементы радиатора, тормозные колодки, ручки и желоба резервуаров из жести и т. Д.
Выпуклая сварка выполняется для различных компонентов, таких как стальные соединительные элементы радиатора, тормозные колодки, ручки и желоба резервуаров из жести и т. Д.
Заготовки загружают в пресс для выпуклой сварки, в котором электрод представляет собой прочную плиту. Когда включается ток, на каждом выступе создается сильно локализованное тепло, и металл у выступов быстро нагревается до пластической температуры.
Выступающая сварка особенно подходит для серийного производства. Низкоуглеродистая низкоуглеродистая сталь, низкоуглеродистая сталь с медным покрытием, латунь, нержавеющая сталь, низкоуглеродистая сталь и оцинкованная стальная проволока — все это можно сваривать с помощью этого процесса.Обычно низкоуглеродистую сталь, нержавеющую сталь и низкоуглеродистую сталь с медным покрытием, которые используются для изготовления контейнеров для бутылок с молоком, клеток, плит, решеток холодильников и нескольких стыков, сваривают одновременно (рис. 24.9).
% PDF-1.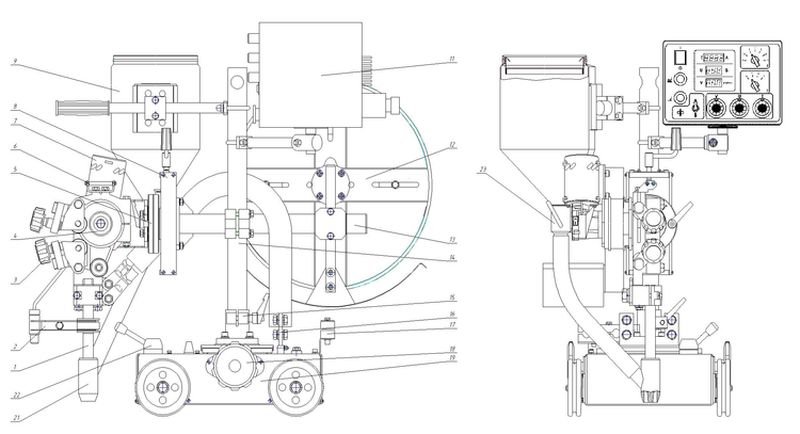 3
%
197 0 объект
>
endobj
xref
197 75
0000000016 00000 н.
0000001851 00000 н.
0000002627 00000 н.
0000002785 00000 н.
0000003126 00000 н.
0000003208 00000 н.
0000004034 00000 н.
0000004227 00000 п.
0000004581 00000 п.
0000004821 00000 н.
0000009557 00000 н.
0000009613 00000 н.
0000009925 00000 н.
0000009966 00000 н.
0000010389 00000 п.
0000011944 00000 п.
0000012131 00000 п.
0000012253 00000 п.
0000012487 00000 п.
0000012709 00000 п.
0000014058 00000 п.
0000014326 00000 п.
0000017908 00000 н.
0000018352 00000 п.
0000018578 00000 п.
0000018935 00000 п.
0000019002 00000 п.
0000019300 00000 п.
0000019448 00000 п.
0000019800 00000 п.
0000020022 00000 н.
0000025744 00000 п.
0000026136 00000 п.
0000026403 00000 п.
0000026865 00000 п.
0000027112 00000 п.
0000029326 00000 п.
0000029618 00000 п.
0000030689 00000 п.
0000030806 00000 п.
0000031349 00000 п.
0000031819 00000 п.
0000039119 00000 п.
0000039575 00000 п.
3
%
197 0 объект
>
endobj
xref
197 75
0000000016 00000 н.
0000001851 00000 н.
0000002627 00000 н.
0000002785 00000 н.
0000003126 00000 н.
0000003208 00000 н.
0000004034 00000 н.
0000004227 00000 п.
0000004581 00000 п.
0000004821 00000 н.
0000009557 00000 н.
0000009613 00000 н.
0000009925 00000 н.
0000009966 00000 н.
0000010389 00000 п.
0000011944 00000 п.
0000012131 00000 п.
0000012253 00000 п.
0000012487 00000 п.
0000012709 00000 п.
0000014058 00000 п.
0000014326 00000 п.
0000017908 00000 н.
0000018352 00000 п.
0000018578 00000 п.
0000018935 00000 п.
0000019002 00000 п.
0000019300 00000 п.
0000019448 00000 п.
0000019800 00000 п.
0000020022 00000 н.
0000025744 00000 п.
0000026136 00000 п.
0000026403 00000 п.
0000026865 00000 п.
0000027112 00000 п.
0000029326 00000 п.
0000029618 00000 п.
0000030689 00000 п.
0000030806 00000 п.
0000031349 00000 п.
0000031819 00000 п.
0000039119 00000 п.
0000039575 00000 п. 0000039715 00000 п.
0000039853 00000 п.
0000040007 00000 п.
0000361350 00000 н.
0000361996 00000 н.
0000362140 00000 н.
0000362284 00000 н.
0000362514 00000 н.
0000362806 00000 н.
0000362910 00000 н.
0000363233 00000 н.
0000363521 00000 н.
0000364084 00000 н.
0000364142 00000 н.
0000478859 00000 н.
0000479017 00000 н.
0000479160 00000 н.
0000479391 00000 н.
0000479663 00000 н.
0000479767 00000 н.
0000480111 00000 п.
0000480419 00000 п.
0000482344 00000 н.
0000482488 00000 н.
0000482630 00000 н.
0000482860 00000 н.
0000483148 00000 н.
0000483252 00000 н.
0000483593 00000 н.
0000001942 00000 н.
0000002605 00000 н.
трейлер
]
>>
startxref
0
%% EOF
198 0 объект
>
endobj
270 0 объект
>
транслировать
HR] HSqwW͏ (tZ> L> Z, ׇ: װ E} E $ (> $ l ¢ 02-p, zzGK? 8s ~ +
0000039715 00000 п.
0000039853 00000 п.
0000040007 00000 п.
0000361350 00000 н.
0000361996 00000 н.
0000362140 00000 н.
0000362284 00000 н.
0000362514 00000 н.
0000362806 00000 н.
0000362910 00000 н.
0000363233 00000 н.
0000363521 00000 н.
0000364084 00000 н.
0000364142 00000 н.
0000478859 00000 н.
0000479017 00000 н.
0000479160 00000 н.
0000479391 00000 н.
0000479663 00000 н.
0000479767 00000 н.
0000480111 00000 п.
0000480419 00000 п.
0000482344 00000 н.
0000482488 00000 н.
0000482630 00000 н.
0000482860 00000 н.
0000483148 00000 н.
0000483252 00000 н.
0000483593 00000 н.
0000001942 00000 н.
0000002605 00000 н.
трейлер
]
>>
startxref
0
%% EOF
198 0 объект
>
endobj
270 0 объект
>
транслировать
HR] HSqwW͏ (tZ> L> Z, ׇ: װ E} E $ (> $ l ¢ 02-p, zzGK? 8s ~ +
Принцип работы, типы и применение
Первый метод дуговой сварки был разработан в 19-м веке. века, и он стал коммерчески значимым в судостроении во время Второй мировой войны.В настоящее время это остается важным процессом как для автомобилей, так и для изготовления стальных конструкций. Это один из самых известных методов сварки, используемых для соединения металлов в промышленности. При этом типе сварки соединение может быть образовано путем плавления металла с помощью электричества. По этой причине она называется электрической дугой. Основное преимущество этой сварки заключается в том, что для сварки можно легко добиться высокой температуры. Диапазон температур дуговой сварки составляет от 6 до 7 градусов по Цельсию.В этой статье обсуждается обзор электродуговой сварки.
Это один из самых известных методов сварки, используемых для соединения металлов в промышленности. При этом типе сварки соединение может быть образовано путем плавления металла с помощью электричества. По этой причине она называется электрической дугой. Основное преимущество этой сварки заключается в том, что для сварки можно легко добиться высокой температуры. Диапазон температур дуговой сварки составляет от 6 до 7 градусов по Цельсию.В этой статье обсуждается обзор электродуговой сварки.
Что такое электродуговая сварка?
Определение дуговой сварки — это процесс сварки, который используется для сварки металлов с помощью электричества для выработки тепла, достаточного для размягчения металла, а также когда размягченный металл охлаждается, тогда металлы будут свариваться. Этот вид сварки использует источник питания для создания дуги между металлическим стержнем и основным материалом для смягчения металлов в конце контакта.
Электродуговая сварка
Эти сварочные аппараты могут использовать либо постоянный ток, либо переменный ток, а также электроды, такие как расходные материалы, в противном случае не расходные материалы. Как правило, место сварки можно защитить каким-либо защитным газом, шлаком или паром. Этот процесс сварки может быть ручным, полностью или полуавтоматическим.
Как правило, место сварки можно защитить каким-либо защитным газом, шлаком или паром. Этот процесс сварки может быть ручным, полностью или полуавтоматическим.
Принципиальная схема
В процессе дуговой сварки тепло может генерироваться за счет электрической дуги, возникающей между электродом и заготовкой. Электрическая дуга — это светящийся электрический разряд между двумя электродами с использованием ионизированного газа.
Любой тип техники дуговой сварки зависит от электрической цепи, которая в основном включает в себя различные части, такие как источник питания, заготовку, сварочный электрод и электрические кабели для подключения электрода, а также заготовки к источнику питания.
Цепь обмотки электрической дуги может быть образована электрической дугой между электродом, а также заготовкой. Температура дуги может достигать 5500 ° C (10000 ° F), чего достаточно, чтобы соединить края заготовки.
Если необходимо длинное соединение, дугу можно перемещать по линии соединения. Сварочная ванна на передней кромке растворяет свариваемую поверхность, как только задний край ванны затвердевает, образуя соединение.
Сварочная ванна на передней кромке растворяет свариваемую поверхность, как только задний край ванны затвердевает, образуя соединение.
Если для улучшения сцепления необходим присадочный металл, проволоку можно использовать вне материала, который подается в область дуги, которая растворяет и нагружает сварочную ванну. Химический состав присадочного металла зависит от химического состава заготовки.
Расплавленный металл в сварочной ванне может проявлять химическую активность и реагировать через окружающую атмосферу.Следовательно, сварной шов может быть инфицирован оксидом, а также включением нитрида, что ослабит его механические свойства. Таким образом, сварочную ванну можно защитить с помощью нейтральных защитных газов, таких как гелий, аргон, и защитных флюсов от загрязнения. Экраны поставляются для зоны сварного шва в виде флюсового покрытия для электрода или в других формах.
Принцип работы
Принцип работы дуговой обмотки заключается в том, что в процессе сварки тепло может генерироваться за счет зажигания электрической дуги между заготовкой, а также электродом. Это светящийся электрический разряд между двумя электродами в ионизированном газе.
Это светящийся электрический разряд между двумя электродами в ионизированном газе.
Оборудование для дуговой сварки в основном включает в себя машину переменного тока, в противном случае — машину постоянного тока, электрод, держатель для электрода, кабели, разъемы для кабеля, зажимы заземления, отбойный молоток, шлем, проволочную щетку, перчатки, защитные очки, рукава, фартуки. и т. д.
Типы дуговой сварки
Дуговая сварка подразделяется на различные типы, в том числе следующие.
- Плазменная дуговая сварка
- Дуговая сварка металла
- Дуговая сварка угольным газом
- Дуговая сварка вольфрамовым электродом в газе
- Дуговая сварка металла в газе
- Дуговая сварка под флюсом
- SMAW — Дуговая сварка защищенного металла
- FCAW (порошковая сварка)
- ESW (Электрошлаковая сварка)
- Дуговая сварка шпилек
Плазменно-дуговая сварка
Плазменно-дуговая сварка (PAW) аналогична GTAW или газовой сварке вольфрамом. В этом виде сварочного процесса дуга будет возникать между рабочей частью, а также вольфрамовым электродом. Основное различие между плазменной сваркой и сваркой вольфрамовым электродом в газе состоит в том, что электрод расположен внутри горелки для плазменной сварки. Он может нагревать газ до , температуру или 30000oF и превращать его в плазму для воздействия на область сварки.
В этом виде сварочного процесса дуга будет возникать между рабочей частью, а также вольфрамовым электродом. Основное различие между плазменной сваркой и сваркой вольфрамовым электродом в газе состоит в том, что электрод расположен внутри горелки для плазменной сварки. Он может нагревать газ до , температуру или 30000oF и превращать его в плазму для воздействия на область сварки.
Дуговая сварка металла
В процессе дуговой сварки металлическим электродом (MAW) в основном используется металлический электрод.Этот металлический электрод может быть либо расходным, либо неплавящимся в зависимости от требований. Большинство используемых расходуемых электродов можно покрыть флюсом, и главное преимущество этого типа сварочного процесса заключается в том, что он требует более низкой температуры по сравнению с другими.
Сварка угольной дугой
В процессе дуговой сварки углем (CAW) в основном используется угольный стержень в качестве электрода для сварки металлического соединения. Этот вид дуговой сварки является старейшим процессом дуговой сварки и требует высокого тока и низкого напряжения для образования дуги.В некоторых случаях дуга может образовываться между двумя угольными электродами, которые называются двойной угольной дугой.
Этот вид дуговой сварки является старейшим процессом дуговой сварки и требует высокого тока и низкого напряжения для образования дуги.В некоторых случаях дуга может образовываться между двумя угольными электродами, которые называются двойной угольной дугой.
Сварка вольфрамовым электродом в среде газа
Сварка вольфрамовым электродом в среде газа (GTAW) также называется сваркой вольфрамовым электродом в среде инертного газа (TIGW). В этом типе процесса сварки для сварки материала может использоваться неплавящийся вольфрамовый электрод. Электрод, который используется при этой сварке, может быть окружен газами, такими как аргон, гелий и т. Д. Эти газы будут защищать область сварного шва от окисления.Этот вид сварки можно использовать для сварки тонких листов.
Дуговая сварка металла в газе
Дуговая сварка металла в газе (GMAW) также называется сваркой металла в инертном газе (MIGW). В нем используется свежий металлический электрод, который защищен газом, таким как гелий, аргон и т. Д. Эти газы защищают зону соединения от окисления и создают несколько слоев сварочного материала. В этом типе процесса дуговой сварки можно постоянно подавать присадочную проволоку с использованием неплавящегося металлического электрода для сварки металла.
Д. Эти газы защищают зону соединения от окисления и создают несколько слоев сварочного материала. В этом типе процесса дуговой сварки можно постоянно подавать присадочную проволоку с использованием неплавящегося металлического электрода для сварки металла.
Дуговая сварка под флюсом
Дуговая сварка под флюсом (SAW) может широко использоваться в процессе автоматической сварки. В этом виде процесса сварки электрод полностью погружен в гранулированное покрытие из флюса, и этот флюс может быть электрическим проводником, который не будет препятствовать подаче электроэнергии. Твердое покрытие из флюса защищает расплавленный металл от ультравысокого излучения и атмосферы.
SMAW — Дуговая сварка экранированного металла
Термин SMAW означает «дуговая сварка защищенного металла», которую также называют дуговой сваркой; дуговая сварка под защитным флюсом или ручная дуговая сварка металлическим электродом (MMA / MMAW).Этот вид сварки используется, когда дуга возникает между заготовкой и металлическим стержнем. Таким образом, поверхность обоих из них может растворяться, образуя сварочную ванну.
Таким образом, поверхность обоих из них может растворяться, образуя сварочную ванну.
Когда флюсовое покрытие сразу плавится на стержне, образуется шлак и газ, защищающие сварочную ванну от окружающей среды. Это гибкий метод, подходящий для соединения таких материалов, как черные и цветные, через толстый материал во всех местах.
FCAW (Сварка порошковой проволокой)
Этот вид сварки является альтернативой дуговой сварке металлическим экраном.Эта дуговая сварка порошковой проволокой работает с электродом, а также со стабильным источником питания, что обеспечивает стабильную длину дуги. Этот метод работает с использованием защитного газа или газа, который образуется через флюс, чтобы обеспечить защиту от заражения.
ESW (Электрошлаковая сварка)
При этом виде сварки тепло вырабатывается током и проходит между присадочным металлом, а также заготовкой с использованием расплавленного шлака на поверхности сварного шва. Здесь сварочный флюс используется для заполнения промежутка между двумя деталями. Этот вид сварки может быть начат с дуги между электродом или заготовкой.
Этот вид сварки может быть начат с дуги между электродом или заготовкой.
Дуга генерирует тепло для плавления флюсового порошка и образования расплавленного шлака. Здесь шлак имеет меньшую электропроводность, которая может поддерживаться в жидком состоянии из-за тепла, выделяемого электрическим током. Шлак нагревается до 3500 ° F, и этого достаточно для плавления краев заготовки и расходуемого электрода. Капли металла будут падать в сторону сварочной ванны и соединять детали.Этот вид сварки применяется в основном к стали.
Дуговая сварка шпилек
Этот вид сварки чрезвычайно надежен и используется в самых разных областях. Этот метод используется для сварки металла любого размера с деталью с максимальной глубиной проплавления.
Этот тип сварки позволяет создавать жесткие односторонние сварные швы на основных металлах толщиной 0,048 дюйма. Эта дуга может быть сформирована при использовании источника постоянного тока; металлические застежки; наконечники и пистолет для приварки шпилек. В этой сварке используются три распространенных метода, например, дуговая сварка, сварка шпилек короткой дугой и сварка шпилек газовой дугой.
В этой сварке используются три распространенных метода, например, дуговая сварка, сварка шпилек короткой дугой и сварка шпилек газовой дугой.
Метод протянутой дуги работает с флюсом, закрепленным внутри шпильки, для очистки поверхности металла на протяжении всей сварки. Во время дуги флюс может испаряться и реагировать через загрязняющие элементы в окружающей среде, поддерживая чистоту области сварного шва.
Метод короткой дуги похож на метод вытянутой дуги, за исключением того, что он не использует флюсовую нагрузку, иначе наконечник.Таким образом, этот метод обеспечивает самое короткое время сварки по сравнению с методами дуговой приварки шпилек. Метод газовой дуги работает через статический защитный газ без наконечника или флюса, что упрощает автоматизацию.
Другие виды дуговой сварки
Мы знаем, что в большинстве отраслей промышленности используются конструкции из металла, и наиболее часто используемые виды сварки описаны выше. Но несколько других методов также позволяют сваривать два или более металлов вместе, как показано ниже.
Электронно-лучевая сварка
EBM или электронно-лучевая сварка используется для соединения металлов там, где с высокой скоростью возникают электронные волны, для сварки одной металлической поверхности с другой.Как только электронная волна ударяет в цель, пораженное пятно расплавляется ровно настолько, чтобы соединить соседнюю часть на месте.
Этот вид сварки очень популярен в промышленной сфере. Этот метод особенно полезен для производителей аэрокосмической и автомобильной промышленности, которые используют эту сварку для соединения нескольких металлических деталей в грузовиках, автомобилях, самолетах и космических кораблях. Из-за природы электронно-лучевой сварки, основанной на вакууме, этот метод безопасен для работы в кризисных условиях в пустующих домах и зданиях.
Сварка атомарным водородом
Сварка AHW или атомарным водородом — это старый метод соединения металлов, которые часто выходят за край, для более эффективных методов, таких как газовая дуговая сварка. Одна из областей, где автоматическая водородная сварка все еще известна, — это сварка вольфрама. Поскольку вольфрам чрезвычайно чувствителен к нагреву, эта сварка безопасна для этого метода.
Одна из областей, где автоматическая водородная сварка все еще известна, — это сварка вольфрама. Поскольку вольфрам чрезвычайно чувствителен к нагреву, эта сварка безопасна для этого метода.
Электрошлаковая сварка
Это быстрая сварка, изобретенная в 1950-х годах. Этот вид сварки соединяет тяжелые металлы для использования в оборудовании и машинах в промышленности.Как следует из названия, он взят из медных держателей воды, вложенных в инструмент, который используется для электрошлаковой сварки. Вода препятствует просачиванию жидкого шлака в другие области на протяжении всего сеанса сварки.
Углеродная сварка
CAW или угольная дуговая сварка — это метод сварки, используемый для соединения металлов с применением температур выше 300 градусов Цельсия. При этом типе сварки дуга может образовываться между электродами, а также на поверхностях металла. Когда-то этот метод был популярен, но теперь он стал устаревшим — сварка двойной угольной дугой.
Кислородно-топливная сварка
Этот вид сварки представляет собой метод, при котором для плавления металла в форму используется кислород и жидкое топливо.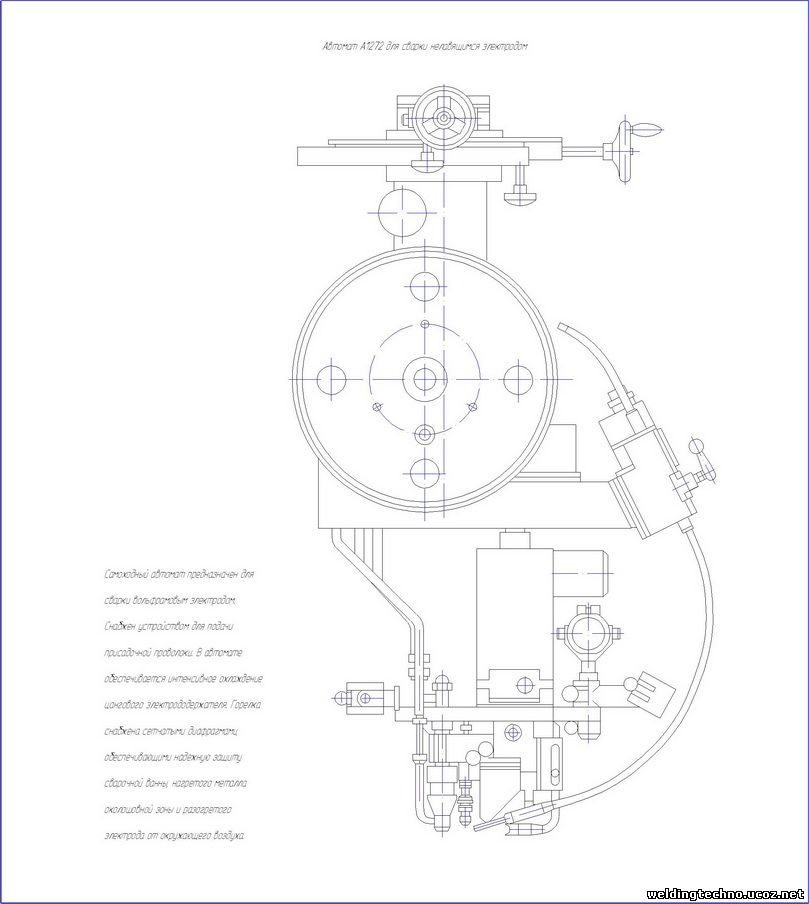 Французские инженеры Шарль Пикар и Эдмон Фуше были изобретены в 20 веке. В этом процессе температура, генерируемая кислородом, используется на участках поверхности металла. Эта сварка происходит в помещении.
Французские инженеры Шарль Пикар и Эдмон Фуше были изобретены в 20 веке. В этом процессе температура, генерируемая кислородом, используется на участках поверхности металла. Эта сварка происходит в помещении.
Контактная точечная сварка
Контактная точечная сварка используется там, где тепло соединяет поверхности металла. Тепло может вырабатываться за счет сопротивления электрических токов.Этот вид сварки относится к группе методов сварки, называемых контактной сваркой сопротивлением.
Сварка контактным швом
Сварка контактным швом — это метод, который выделяет тепло между соприкасающимися металлическими поверхностями за счет связанных свойств. Этот вид сварки начинается с одной стороны стыка и работает в своем режиме с другой стороны. Таким образом, этот метод в основном зависит от двойных электродов, которые обычно изготавливаются из медного материала.
Сварка с выступом
Сварка с выступом — это метод, ограничивающий нагрев в определенной области для размещения. Этот метод очень распространен в проектах, в которых используются шпильки, гайки и другие металлические крепежные детали с резьбой, проволока и перекрестные стержни.
Этот метод очень распространен в проектах, в которых используются шпильки, гайки и другие металлические крепежные детали с резьбой, проволока и перекрестные стержни.
Холодная сварка
Альтернативное название этой сварки — контактная сварка. Этот вид сварки используется для соединения поверхностей металлов без плавления под действием тепла.
Преимущества дуговой сварки
Преимущества дуговой сварки в основном заключаются в следующем.
- Дуговая сварка отличается высокой скоростью и эффективностью.
- Состоит из простого сварочного аппарата.
- Легко перемещается.
- Дуговая сварка создает физически прочную связь между свариваемыми металлами.
- Обеспечивает надежное качество сварки.
- Дуговая сварка обеспечивает превосходную сварочную атмосферу.
- Источник питания для этой сварки не требует больших затрат.
- Эта сварка — быстрый и последовательный процесс.
- Сварщик может использовать обычный бытовой ток.

Недостатки дуговой сварки
К недостаткам дуговой сварки можно отнести следующее.
- Для выполнения дуговой сварки необходим высококвалифицированный оператор.
- Скорость осаждения может быть неполной, так как покрытие электрода имеет тенденцию сгорать и уменьшаться.
- Длина электрода составляет 35 мм и требует замены электродов на протяжении всей производительности.
- Они не являются чистыми для химически активных металлов, таких как титан и алюминий.
Области применения
Области применения дуговой сварки включают следующее.
- Используется для сварки листового металла
- Для сварки тонких, черных и цветных металлов
- Используется для проектирования сосудов под давлением и под давлением
- Разработки трубопроводов в промышленности
- Используется в автомобильной и домашней отделке
- Отрасли судостроения
- Используется на производстве самолетов и космонавтики
- Реставрация кузовов автомобилей
- Железные дороги
- Отрасли, такие как строительство, автомобилестроение, механика и т. Д. листовые металлы
- Эти сварочные работы используются для ремонта штампов, инструментов и, в основном, на металлах, изготовленных из магния и алюминия.
- Большинство обрабатывающих производств используют GTAW для сварки тонких деталей, особенно цветных металлов.
- Сварка GTAW используется там, где требуется высокая стойкость к коррозии и растрескиванию в течение длительного периода.
- Используется в производстве космических аппаратов.
- Используется для сварки деталей небольшого диаметра, тонкостенных труб, что делает его применимым в велосипедной промышленности.
 Д. листовые металлы
Д. листовые металлы Таким образом, речь идет о дуговой сварке, и это гибкий метод сварки.Электродуговая сварка используется в обрабатывающей промышленности для создания прочных соединений по всему миру благодаря таким характеристикам, как простота и превосходная эффективность сварки. Он наиболее широко используется в различных отраслях промышленности для защиты других ремонтных работ, таких как автомобилестроение, строительство, судостроение и авиакосмическая промышленность.