виды неисправностей, их возникновения, ремонт
Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Ремонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.
При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности. Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства. В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.


Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы. Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме. В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
 Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование. Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
- При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
- Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
 Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
 Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
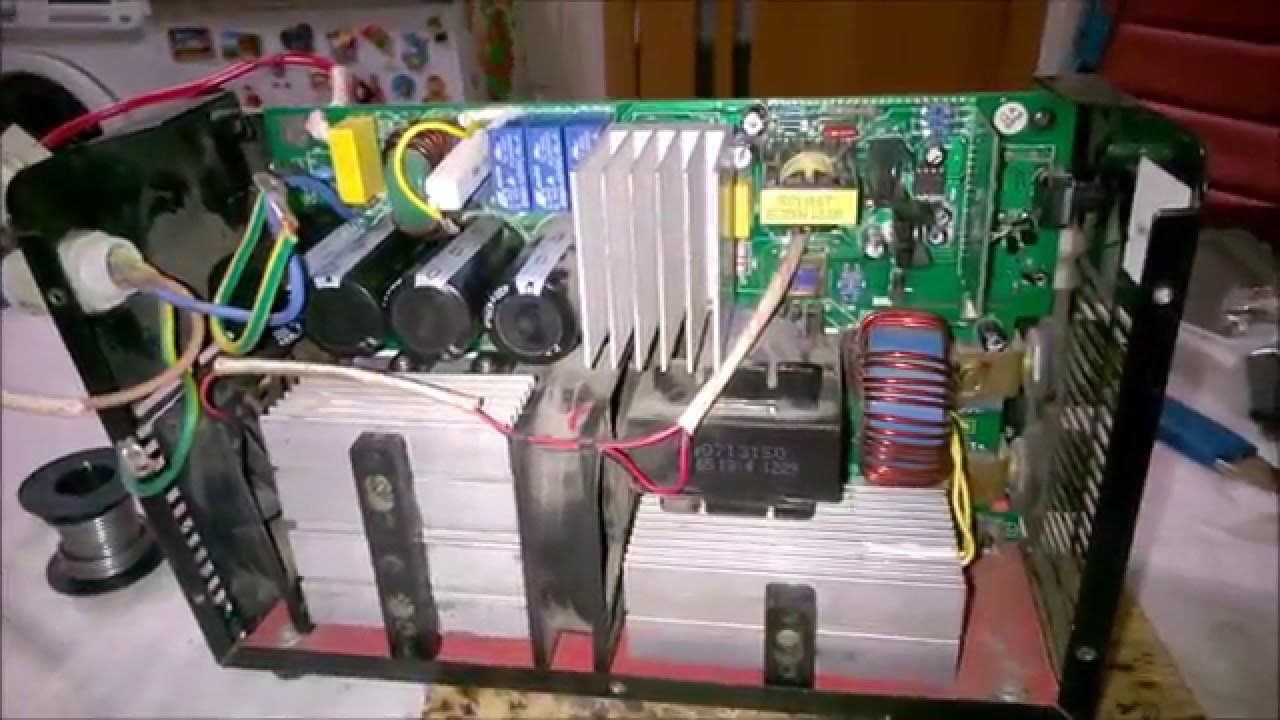
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали. При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом. Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность. В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале. После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки. Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Однако не стоит раньше времени обращаться к специалистам сервисного центра. В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить. Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.


 Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.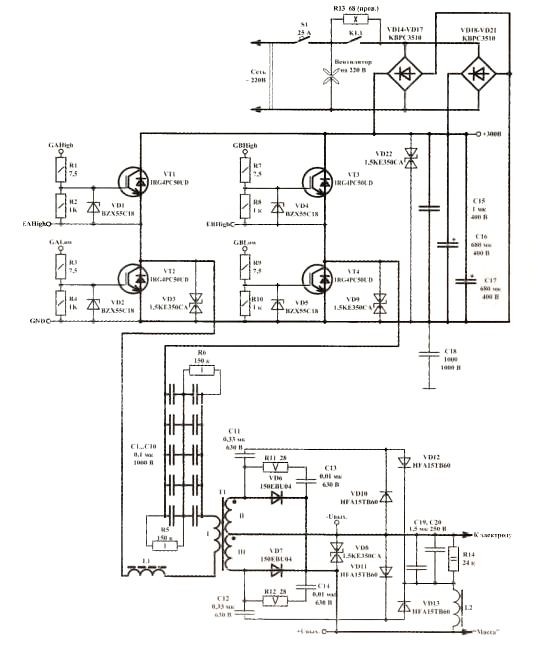
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов.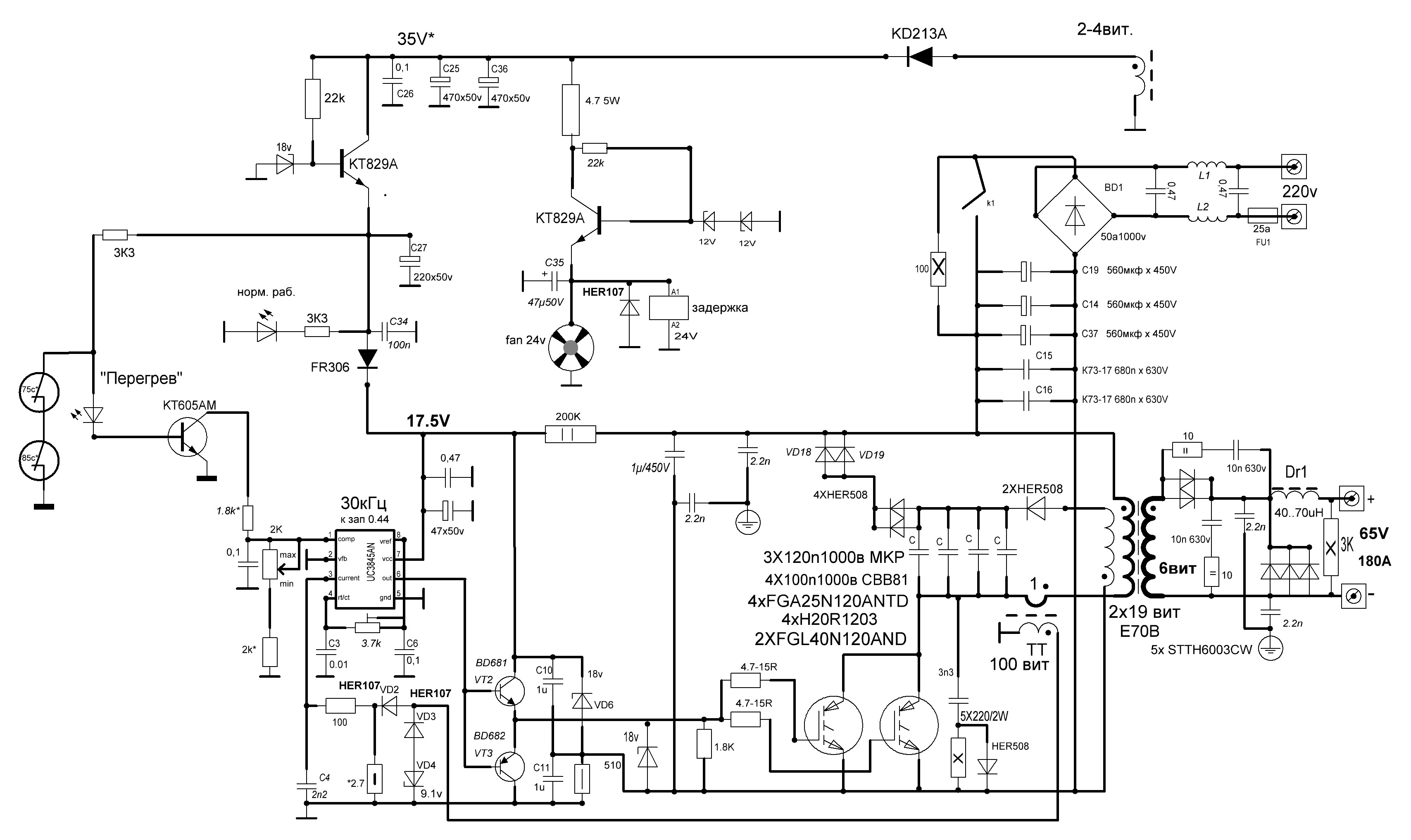 В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Ремонт сварочных инверторов своими руками – основные положения + Видео
1 Особенности ремонта сварочных инверторов
Сварочные инверторные аппараты обеспечивают высокое качество сварки при минимальных профессиональных навыках и максимальном комфорте сварщика. У них более сложная, чем у сварочных выпрямителей и трансформаторов, конструкция и, соответственно, менее надежная. В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство.
В отличие от вышеуказанных предшественников, являющихся в большей мере электротехническими изделиями, инверторные аппараты представляют собой достаточно сложное электронное устройство.
Поэтому в случае выхода из строя какого-либо компонента этого оборудования неотъемлемой частью диагностики и ремонта будет проверка работоспособности диодов, транзисторов, стабилитронов, резисторов, прочих элементов электронной схемы инвертора. Не исключено, что потребуется умение работать не только с вольтметром, цифровым мультиметром, прочей рядовой измерительной техникой, но и с осциллографом.
Ремонт инверторных сварочных аппаратов отличается также следующей особенностью: нередки случаи, когда по характеру неисправности определить вышедший из строя элемент невозможно или трудно и приходится последовательно проверять все компоненты схемы. Из всего вышеуказанного следует, что для успешного самостоятельного ремонта необходимы познания в электронике (хотя бы на начальном, базовом уровне) и маломальские навыки работы с электросхемами. При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.
При отсутствии оных ремонт своими руками может обернуться напрасной потерей сил, времени и даже привести к появлению дополнительных неисправностей.
В комплекте с каждым агрегатом идет инструкция, в которой содержится полный перечень возможных неисправностей и соответствующие способы решения образовавшихся проблем. Поэтому, прежде чем что-либо предпринимать, следует ознакомится с рекомендациями предприятия-производителя инвертора.
2 Неисправности сварочных инверторов – основные виды и причины
Все неисправности сварочных инверторов любого типа (бытовых, профессиональных, промышленных) можно разделить на следующие группы:
- обусловленные неправильным выбором рабочего режима сварки;
- связанные с выходом из строя или неправильной работой электронных компонентов аппарата.
В любом случае сварочный процесс затруднен или невозможен. Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:
Неполадка в работе аппарата может быть вызвана несколькими факторами. Выявлять их следует последовательно, переходя от простого действия (операции) к более сложному. Если все рекомендуемые проверки выполнены, но нормальная работа сварочного аппарата не восстановлена, то велика вероятность неисправности электросхемы инверторного модуля. Основные причины отказа электронной схемы:
- Попадание внутрь устройства влаги – чаще всего происходит из-за осадков (снег, дождь).
- Пыль, скопившаяся внутри корпуса, нарушает нормальное охлаждение элементов электронной схемы. Как правило больше всего пыли попадает в аппарат при его эксплуатации на строительных площадках. Чтобы это не послужило причиной поломки инвертора, его необходимо периодически чистить.
- Несоблюдение предусмотренного изготовителем режима непрерывности сварочных работ – также способно привести к выходу из строя электроники инвертора в результате ее перегрева.
 com/embed/tXGMFWKRtGY?rel=0″ frameborder=»0″ allowfullscreen=»»/>
com/embed/tXGMFWKRtGY?rel=0″ frameborder=»0″ allowfullscreen=»»/>
3 Наиболее распространенные неисправности инверторных аппаратов
Чаще всего неисправности связаны с внешними факторами, настройками и ошибками в эксплуатации инвертора. Наиболее типичные ситуации:
- Сварочная дуга горит неустойчиво или работа сопровождается чрезмерным разбрызгиванием материала электрода. Это происходит при неправильном выборе тока, который должен соответствовать диаметру и типу электрода, а также скорости сварки. Рекомендации по подбору силы тока производитель электродов указывает на упаковке. При отсутствии такой информации стоит применять простейшую формулу: подавать 20–40 А из расчета на 1 мм диаметра электрода. В случае уменьшения скорости сварки следует снизить величину тока.
- Сварочный электрод прилипает к металлу – может быть вызвано несколькими причинами. Чаще всего такое происходит из-за слишком низкого питающего напряжения сети, к которой подключен аппарат, а в случае инвертора с возможностью работы при пониженном напряжении – снижение последнего при подключении нагрузки до уровня меньшего, чем предусмотренный минимум. Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).
- Инвертор включен, его индикаторы работают, а сварки нет. Чаще всего это происходит из-за перегрева аппарата, когда свечение контрольного индикатора или лампы (при наличии) малозаметно, а звуковой сигнал у инвертора отсутствует. Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
- Отключение сетевого напряжения при сварке – в электрощитке установлен неправильно подобранный автоматический выключатель. Это устройство должно быть рассчитано на ток до 25 А.
- Инвертор не включается – низкое напряжение в сети, недостаточное для работы аппарата.
- Прекращение работы инвертора в процессе продолжительной сварки – вероятнее всего сработала защита по температуре, что не является неисправностью. Выдержав паузу в 20–30 минут сварку можно возобновить.
 Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом).
Еще одна возможная причина – плохой контакт модулей аппарата в панельных гнездах. Устраняется подтягиванием креплений или более плотным фиксированием вставок (плат). Падение напряжения на входе аппарата может быть вызвано применением сетевого удлинителя, у которого провод имеет сечение менее 2,5 мм2, что тоже приводит к снижению питающего напряжения инвертора во время сварки. Также причиной может стать слишком длинный удлинитель (при длине удлиняющего провода более 40 м эффективная работа вообще невозможна из-за очень больших потерь в питающей цепи). Прилипание может происходить из-за подгорания или окисления контактов в цепи питания, что тоже приводит к существенному «просаживанию» напряжения. Эта проблема может проявить себя и в случае некачественной подготовки свариваемых изделий (оксидная пленка значительно ухудшает контакт детали с электродом). Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).
Вторая причина – самопроизвольное отсоединение сварочных кабелей или их обрыв (повреждение).4 Самостоятельный ремонт инверторных сварочных аппаратов
О серьезной поломке инверторного модуля может свидетельствовать появившийся из его корпуса запах гари или дыма. В этом случае лучше обратиться за помощью к специалистам сервисной службы. Ремонт сварочных инверторов своими руками требует определенных навыков и знаний.
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его начинки. Иногда все дело только в некачественной пайке деталей, проводов, других контактов на платах схемы и достаточно произвести их перепайку, чтобы аппарат заработал. Поврежденные детали сначала пытаются определить визуально – они могут быть треснутыми, иметь потемневший корпус или прогоревшие на плате выводы, электролитические конденсаторы будут вздутыми в верхней части. Все выявленные неисправные элементы выпаивают и заменяют на такие же или аналогичные с подходящими характеристиками. Подбор производят по маркировке на корпусе или по таблицам. При выпаивании деталей использование паяльника с отсосом обеспечит максимальные скорость и удобство работы.
Если визуальный осмотр не принес результата, то переходят к прозваниванию (тестированию) деталей с помощью омметра или мультиметра. Самыми уязвимыми элементами инверторных модулей являются транзисторы. Поэтому ремонт аппарата обычно начинают с их осмотра и проверки. Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов «раскачивающего» их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы.
Силовые транзисторы редко сами по себе выходят из строя – как правило этому предшествует отказ элементов «раскачивающего» их контура (драйвера), детали которого проверяют в первую очередь. Точно так же, посредством тестера, прозванивают остальные элементы платы.
На плате необходимо проверить состояние всех печатных проводников на предмет отсутствия обрывов и подгаров. Подгоревшие участки удаляют и напаивают перемычки, как и в случае обрывов, проводом ПЭЛ (с сечением, соответствующем проводнику платы). Следует также проверить и в случае необходимости зачистить (стирательной белой резинкой) контакты всех имеющихся в аппарате разъемов.
Выпрямители (входные и выходные), представляющие собой обычные диодные мосты, закрепленные на радиаторе, считаются достаточно надежными компонентами инверторов. Но иногда и они выходят из строя. Производить проверку диодного моста удобнее всего после отпаивания от него проводов и снятия с платы. Если вся группа диодов звонится накоротко, то следует искать пробитый (неисправный) диод.
В последнюю очередь проверяют плату управления ключами. В инверторном модуле это наиболее сложный элемент и от его функционирования зависит работа всех остальных компонентов аппарата. Заключительным этапом ремонта инверторного сварочного устройства должна быть проверка наличия управляющих сигналов, поступающих на шины затворов блока ключей. Диагностируют этот сигнал с помощью осциллографа.
При неясных и более сложных, чем описанные выше, случаях потребуется вмешательство специалистов. Пытаться устранить неисправность самостоятельно не стоит, особенно когда инверторный аппарат находится на гарантии.
Ремонт сварочных инверторов своими руками
За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Читайте также: Сварочный аппарат Ресанта САИ 250
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
 com/embed/0ynndwrkF0Y» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/0ynndwrkF0Y» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Читайте также: Сварочный трансформатор: устройство и принцип действия
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.
Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.
Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте. Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.
вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.
Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Диагностика поломок инверторных сварочных аппаратов
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.
После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.
Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.
Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Ремонт сварочного инвертора своими руками
Благодаря своей компактности и широкому диапазону настроек, инверторы активно используются частными сварщиками и мобильными бригадами. Шов, получаемый от подобных аппаратов, отличается хорошей степенью проплавки и чешуйчатости. Сила тока позволяет работать с разной толщиной металла. Но что делать если устройство сломалось? Ситуация осложняется когда гарантия магазина уже истекла, или когда оборудование нужно на ближайшее время для срочной работы. Ремонт сварочного инвертора может быть выполнен быстро или занять время. Все зависит от степени поломки и уровня осведомленности в электротехнике того, кто будет осуществлять ремонт. Практичные советы как отремонтировать свой сварочный аппарат самостоятельно, и дополнительные видео по теме, помогут большинству решить ситуацию своими силами.
Шов, получаемый от подобных аппаратов, отличается хорошей степенью проплавки и чешуйчатости. Сила тока позволяет работать с разной толщиной металла. Но что делать если устройство сломалось? Ситуация осложняется когда гарантия магазина уже истекла, или когда оборудование нужно на ближайшее время для срочной работы. Ремонт сварочного инвертора может быть выполнен быстро или занять время. Все зависит от степени поломки и уровня осведомленности в электротехнике того, кто будет осуществлять ремонт. Практичные советы как отремонтировать свой сварочный аппарат самостоятельно, и дополнительные видео по теме, помогут большинству решить ситуацию своими силами.
Понимание особенностей оборудования
Чтобы ремонт сварочного инвертора своими руками принес результаты, необходимо понимать строение и принцип действия данного устройства. Без этого можно долго смотреть на разобранный аппарат и не замечать причину поломки, находящуюся «на поверхности».
Сварочный инвертор позволяет эффективно работать с металлами разной толщины и производить качественные соединения благодаря преобразованию тока в несколько этапов. В его схему входит четыре ключевых узла:
В его схему входит четыре ключевых узла:
- выпрямляющий блок;
- инверторный модуль;
- понижающий трансформатор;
- электронный регулятор.
Знание принципа действия аппарата поможет понять на каком этапе возникает несоответствие в работе и выявить причину поломки. Суть процесса заключается в следующем:
- Напряжение из бытовой сети поступает на выпрямитель, который преобразовывает переменный ток в постоянный. Это достигается за счет специально рассчитанного диодного моста.
- Инверторный модуль состоит из ряда транзисторов, способных преобразовывать постоянное напряжение обратно в переменное, но со значительным повышением частотности. Эта величина может достигать значения 100 кГц.
- Понижающий трансформатор снижает поступающее напряжение до безопасных значений, одновременно увеличивая силу тока для сварки. Так, из бытовой сети в 6-25 А, можно получить 200 А, способных варить металл 5-7 мм толщиной.
Это основные элементы, ремонтируемые в сварочных инверторах. Знание этапов прохождения тока помогает понять в какой части аппарата не выполняется его функция, и заменить необходимый элемент.
Знание этапов прохождения тока помогает понять в какой части аппарата не выполняется его функция, и заменить необходимый элемент.
С чего начинается ремонт
Ремонт инверторных сварочных аппаратов начинается с анализа причинно-следственной связи в функционировании оборудования. Суть в том, чтобы распознать проблемные «симптомы» устройства и понять какие факторы могут на это влиять.
Например, если дуга горит не естественно, то нет смыла искать проблему в электрической плате, а стоит перенастроить режим сварки. И наоборот, когда аппарат вообще не включается, не стоит крутить переключатели управления в надежде на чудо, а необходимо искать обрыв контакта. У каждой поломки (следствие) существует явление (причина), предшествовавшее ей. Тонкое понимание характера поломки поможет точнее идентифицировать причину.
Поиск причины начинается с визуального осмотра оборудования. Необходимо обнаружить оборванные провода или подгоревшие контакты. Если это не дало результатов, то для ремонта сварочного аппарата своими руками необходимо задействовать тестеры, помогающие найти обрыв в цепи. Последовательный «прозвон» всех ключевых участков поможет найти проблему.
Последовательный «прозвон» всех ключевых участков поможет найти проблему.
Конечно, для этих действий требуются простейшие навыки в электрике. Возможно, изучение нескольких видео, на которых показан ремонт сварочных инверторов своими руками, и процесс поэтапного осмотра узлов аппарата, поможет обрести уверенность и приступить к делу.
Простейшие причины поломки и их устранение
Не всегда поломка инвертора — это полная неисправность аппарата. Порой, это может быть что-то несерьезное. Поэтому, если оборудование работает, но не корректно, то стоит проверить следующие причины:
| Вид неисправности | Причина | Способ устранения |
| Сварочный металл разлетается в разные стороны. | Выставлена слишком большая сила тока, не соответствующая параметрам электрода. | На пачке электродов указаны оптимальные значения настроек аппарата, которые необходимо переустановить в согласии с этими рекомендациями. |
Сила тока выставлена правильно, но электрод постоянно прилипает к изделию. | 1. Во входящей сети упало напряжение (менее 220 V). 2. Используется слишком длинный удлинитель. 3. В гнездах кабелей нет плотного контакта. 4. Плохой контакт в розетке сети. 5. Шнур от розетки до аппарата имеет сечение меньше 2.5 мм. | 1. Подождать возобновления уровня напряжения или установить стабилизатор. 2. Если необходим удлинитель, то его сечение должно быть более 4 мм квадратных. 3. Проверить плотность фиксации кабелей в гнездах путем поворота по часовой стрелке до упора. 4. Устранить причину плохого контакта. 5. Заменить провод на аналог с большим сечением. |
| Не зажигается дуга, хотя аппарат работает. | Плохой контакт на массе. | Переподключить контакт массы. |
| Обрыв напряжения при сварке. | Поломан автомат сети или его параметры не соответствуют используемой силе тока. | Заменить автомат. |
| Горит индикатор перегрева. | Это срабатывает при достижении температуры 80 градусов. Сварка велась слишком долго. Сварка велась слишком долго. | Дать остыть аппарату, не ведя работы. |
Проблемы в электронике и их устранение
Ремонт инверторного сварочного аппарата может подразумевать поиск более серьезных поломок и их устранение. Это касается электронной платы и других узлов. Причина может крыться в:
- попадании влаги во внутрь инвертора и замыкании;
- запыление внутренних элементов оборудования, приводящее к перегреву;
- нарушение режимов сварки, повлекшее к перегреву и уменьшению срока работы отдельных деталей.
Поиск перегретых и сгоревших элементов начинается с визуального осмотра. Определить вышедшую из строя деталь можно по нескольким факторам:
- цвет электронного элемента явно потемнел;
- на ножках или клеммах устройства виден черный нагар;
- деталь, впаянная в электронную плату, треснула;
- наблюдается визуальное вздутие предмета в схеме.
В этом случае необходимо выпаять неработающую деталь при помощи паяльника, и заменить на аналогичную.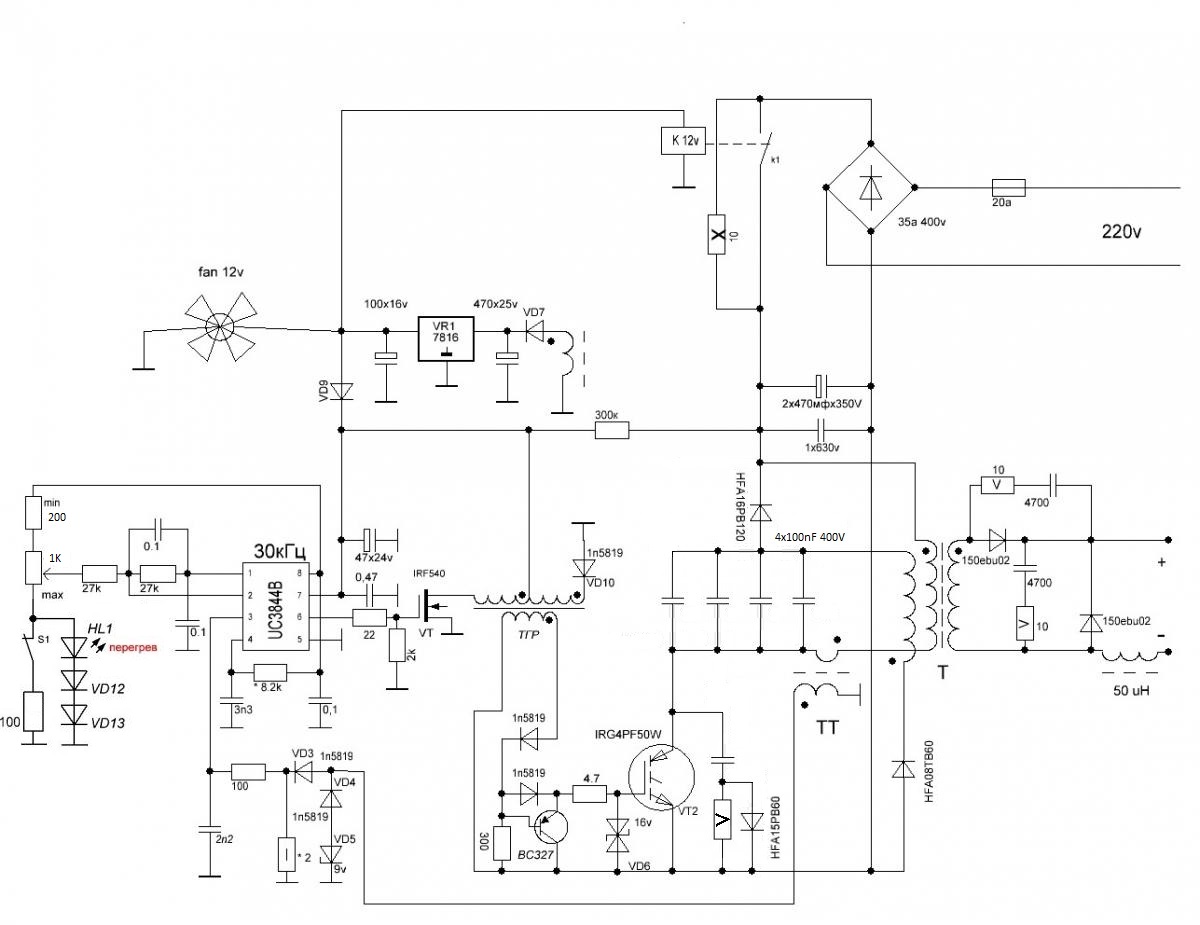 При подборе нового элемента важно, чтобы он имел и соответствующую маркировку, полностью совпадающую с предыдущей. Она часто указывается на корпусе. Если надпись затерлась, то в специальных справочниках можно получить расчеты электронной схемы по задаваемым величинам входящего и выходящего тока.
При подборе нового элемента важно, чтобы он имел и соответствующую маркировку, полностью совпадающую с предыдущей. Она часто указывается на корпусе. Если надпись затерлась, то в специальных справочниках можно получить расчеты электронной схемы по задаваемым величинам входящего и выходящего тока.
Еще одной причиной поломки инвертора может быть обрыв кабеля. Стоит проверить каждый провод вручную, слегка подергав за него. Выполнять это следует даже с маленькими проводами от тумблеров и переключателей.
Узлы устройства «прозваниваются» тестером. Начать следует с транзисторного блока, поскольку чаще всего контакт обрывается в нем. Важно проверить не только сами транзисторы, но и их общий контур. После этого, подобной проверке подвергают диодный мост.
Если предыдущие попытки отремонтировать инвертор не принесли успеха, то следует проверить плату управления ключами, влияющую на функционирование всего оборудования. Для этого потребуется раздобыть осциллограф. Проверяется изменение напряжения и частота управляющих сигналов. Возможно не проходит какой-то сигнал, что является причиной неисправности всего устройства. Осциллограф поможет выявить проблемное место.
Возможно не проходит какой-то сигнал, что является причиной неисправности всего устройства. Осциллограф поможет выявить проблемное место.
Выполнить ремонт сварочного аппарата своими руками возможно в большинстве случаев. Для этого необходимы элементарные знания электротехники, соответствующее оборудование, и следование изложенным выше рекомендациям. Но если проблема осталась, то необходимо воспользоваться помощью специалистов.
Поделись с друзьями
1
0
0
0
Ремонт сварочного инвертора своими руками: аппарата
В любой сфере деятельности используется специальное оборудование для производства того или иного продукта. В процессе работы техника имеет свойство ломаться. Можно вызвать специалиста и быстро решить эту проблему, но иногда на это нет времени и возможности. Профессия сварщика часто требует не только качества, но и скорости выполнения работы, а ремонт сварочного инвертора своими руками может помочь во многих ситуациях.
Надёжный помощник
Существует современное оборудование, используемое в процессе сварки, благодаря которому достигается высокое качество работы и даёт особый комфорт для любого сварщика — сварочный инвертор. Это источник непрерывного тока, который зажигает и поддерживает электрическую дугу при сварке металлов. Принцип действия таких инверторов состоит в высокочастотной трансформации сварочного тока значительной силы, благодаря чему возможно значительно уменьшить габариты трансформатора, при этом увеличив регулируемость и стабильность выходного тока.
Конструкция сварочных инверторов
Основная составляющая сварочных инверторов:
Электрическая схема сварочного инвертора- Блок питания, который обеспечивает стабилизацию входного сигнала.
- Силовой блок, который контролирует все преобразования от первичного тока блока питания до сварочного тока на выходе. Состав силового блока:
- первичный выпрямитель
- вторичный выпрямитель
- высокочастотный трансформатор
- инверторный преобразователь
На базе широкоимпульсного модулятора или задающего генератора собран блок управления инвертора. Система защиты оснащена термовыключателями, которые обеспечивают тепловую защиту силового блока.
Система защиты оснащена термовыключателями, которые обеспечивают тепловую защиту силового блока.
Диагностика неисправностей
Если было принято решение делать ремонт сварочного аппарата своими руками следует в точности убедиться в возможных причинах его поломки. Для начала нужно выделить основные пункты, которые приводят к неисправностям:
- неправильная работа электронной составляющей аппарата;
- неправильный выбор режима работы.
Если инвертор не предназначен для порезки широкого и толстого металла, то не стоит испытывать его на прочность.
Конденсаторы чаще всего выходят из строяОсновные причины неправильной работы электронных составляющих:
- Попадание влаги на электрическую схему. Чаще всего причиной служат природные факторы и осадки.
- Пыль, которая собралась внутри корпуса, мешает процессу охлаждения элементов схемы. Чаще всего это происходит при работе на строительных площадках.
- Несоблюдение технических рекомендаций к работе, непрерывности использования, предусмотренных производителем. Перегрев элементов схемы также приводит к поломкам.
- Некачественное закрепление подводящего или отходящего кабеля в клеммных зажимах.
 Перегрев элементов схемы также приводит к поломкам.
Перегрев элементов схемы также приводит к поломкам.Перед тем как начинать ремонт сварочного инвертора, нужно определить в чём состоит неисправность. Одни из основных показателей неправильной работы инвертора:
- Горение сварочной дуги выглядит очень неустойчиво.
- Металл при сварке очень сильно разбрызгивается.
- Сварочный электрод часто залипает.
- При работающем аппарате отсутствует процесс сварки.
- При включении аппарата не происходит никакой реакции.
Если подробнее разобраться, то в первом и во втором случае неисправность может возникнуть при неправильном выборе тока. Для определённого типа и размера электрода следует выбирать свой ток. Кроме этого, скорость, при которой ведётся сварка также должна соответствовать выбранному току.
Блок питания выходит из строя при перегревеПри залипании сварочного электрода можно выделить несколько причин. Возможно, в процессе работы в сети снизилось напряжение, что привело к залипанию. Также причина может быть в кабеле, которым подключён инвертор, с маленьким сечением. И плохой контакт со свариваемой поверхностью может быть причиной данного поведения электрода.
Возможно, в процессе работы в сети снизилось напряжение, что привело к залипанию. Также причина может быть в кабеле, которым подключён инвертор, с маленьким сечением. И плохой контакт со свариваемой поверхностью может быть причиной данного поведения электрода.
Если в во время работы отсутствует процесс сварки, то, скорее всего, на рабочей поверхности не подключена масса. Также возможно повреждение кабеля, особенно если работа ведётся с крупногабаритными и тяжёлыми конструкциями. Падение на сварочный провод может нарушить его целостность, поэтому будьте внимательны и обращайте внимание на эти детали.
Если при включении сварочного аппарата не происходит никакой реакции, то причина, возможно, в сетевом напряжении. Оно может быть очень низким или автоматический выключатель, установленный в щитке, выбран неправильно. На это стоит обращать особое внимание, так как слабый выключатель способен отключиться при включении инвертора и лишить электричества весь дом.
Самостоятельный ремонт
Перед тем как начинать ремонт инверторных сварочных аппаратов своими руками следует точно определиться с причиной и самой поломкой. Возможно, перебои в работе сварочного аппарата связаны с качественной и своевременной системой защиты инвертора. Если причина глубже, то стоит осмотреть прибор на наличие механических повреждений.
Возможно, перебои в работе сварочного аппарата связаны с качественной и своевременной системой защиты инвертора. Если причина глубже, то стоит осмотреть прибор на наличие механических повреждений.
- Следует визуально оценить соединения на возможные почернения или прожоги, которые проявляются в результате короткого замыкания или плохого контакта.Предохранители сварочного инвертора предотвращают замыкание
- Не стоит забывать и о предохранителях, которые следует проверить тестером, а в случае неисправности заменить.
- Если первичный осмотр не выявил никаких явных причин, то в любом случае следует произвести подтяжку зажимных элементов ключом или отвёрткой.
- При снятии крышки корпуса визуально осмотрите на наличие обрывов электрической цепи. Желательно измерить на входе и выходе величину напряжения и силы тока с помощью мультиметра или тестера.
- Если при поверхностном осмотре не было выявлено явных причин неисправностей, то стоит проверять каждый блок по отдельности начиная с блока питания.
Если вы все же добрались до внутренней проверки, то стоит обратить внимание на мелкие подробности. Часто можно заметить почернение и вздутие элементов платы. Одним из наиболее слабых являются транзисторы.
Тестер позволяет определить какой именно узел вышел из строяТут понадобится паяльник и умение заменять испорченные детали. Но испорченные транзисторы обычно указывают на поломку элементов драйвера. Далее стоит проверить входные и выходные выпрямители. Несмотря на то что эти элементы являются наиболее надёжными, они также могут выйти из строя. Не забывайте о контроле платы управления, которая является наиболее сложным модулем инвертора. От неё зависит надёжность функционирования всех элементов аппарата. Данная проверка производится с помощью осциллографа, чаще всего это производят квалифицированные специалисты по ремонту. Не стоит забывать, если причина неисправности была выявлена, то испорченные детали нужно заменять на другие только в соответствии указанной маркировки.
Если диагностика и ремонт выполняется собственными руками, не стоит игнорировать все нюансы, от этого зависит качество и быстрота выполненной работы. Замечая каждую мелочь и погрешность в приборе в будущем можно будет избежать повторных поломок. Но перед тем как начинать самостоятельный ремонт посмотрите на гарантийный талон, возможно, не нужно начинать все самому, а доверить это специализированному сервисному центру.
Видео: Ремонт сварочного инвертора
Ремонт сварочных инверторных аппаратов своими руками: правила и особенности выполнения
Ремонт сварочных инверторов несмотря на некоторые сложности возможно выполнить самостоятельно. А когда домашний мастер сможет разобраться в конструктивных особенностях агрегатов данного типа, имеет представление о том, какие элементы в большинстве случаев выходят из строя, можно оптимизировать расходы на сервисное обслуживание.
Для чего предназначено оборудование
Основное назначение аппарата — формировать постоянный сварочный ток, который получают путем преобразования высокочастотного переменного. Использование именно такого преобразованного переменного тока обусловлено тем, что сила такого тока может эффективно увеличиваться до нужных величин посредством небольшого трансформатора. Именно такой принцип работы дает возможность сохранить небольшие размеры устройств одновременно с высокой производительностью.
Схема сварочного инвертора, от которой зависят технические характеристики, составлена из следующих компонентов:
- первичного выпрямительного блока, его основание — диодный мост, выпрямляющий переменный ток с электрических сетей;
- инверторного блока, элемент которой транзисторная сборка;
- высокочастотного понижающего трансформатора, на котором при понижении входящего напряжения существенно возрастает сила выходящего тока;
- выходного выпрямителя, собранного на базе силовых диодов (данный блок отвечает за выпрямление переменного тока, без чего не обойтись при сварочных работах).
Техобслуживание и ремонт инверторов
Ремонт сварочных аппаратов, принадлежащих к инверторным, имеет ряд особенностей, связанных с особенностями их конструкции. У подобных аппаратов главная особенность следующая: все они электронные, что требует от сотрудников сервисных служб хотя бы минимальных радиотехнических знаний и навыков работы с измерительными приборами (вольтметр, цифровой мультиметр, осциллограф и т. п. ).
При техническом обслуживании и ремонте в первую очередь проверяются все элементы схемы сварочного инвертора. Речь идет о транзисторах, резисторах, диодах, стабилитронах, трансформаторных и дроссельных устройствах, ведь иногда очень сложно или практически невозможно с точностью определить, что именно вышло из строя.
Если возникают такие ситуации, то стоит в четкой последовательности проверять каждую деталь. Чтобы успешно решить задачу, нужно воспользоваться измерительными приборами, а также уметь читать электронные схемы. Когда вы не являетесь обладателем даже минимальных знаний и умений, то ремонт сварочного полуавтомата своими руками может привести к более серьезным поломкам.
Когда вы не являетесь обладателем даже минимальных знаний и умений, то ремонт сварочного полуавтомата своими руками может привести к более серьезным поломкам.
Что может привести к поломке
Существует два основных типа ситуаций, из-за которых агрегаты могут преждевременно выходить из строя:
- неправильный выбор режима сварочных работ;
- полный выход из строя отдельных деталей или их некорректная работа.
После оценки собственных сил, знаний и опыта, решив взяться за самостоятельный ремонт сварочных аппаратов инверторного вида, стоит не только просмотреть обучающие видео, но и внимательно прочитать руководство пользователя, ведь именно из него можно узнать наиболее подробную информацию о модели, правильном выборе рабочего режима, характерных неисправностях и способах их устранения.
Диагностику выполняют, постепенно переходя от простых операций к более сложным.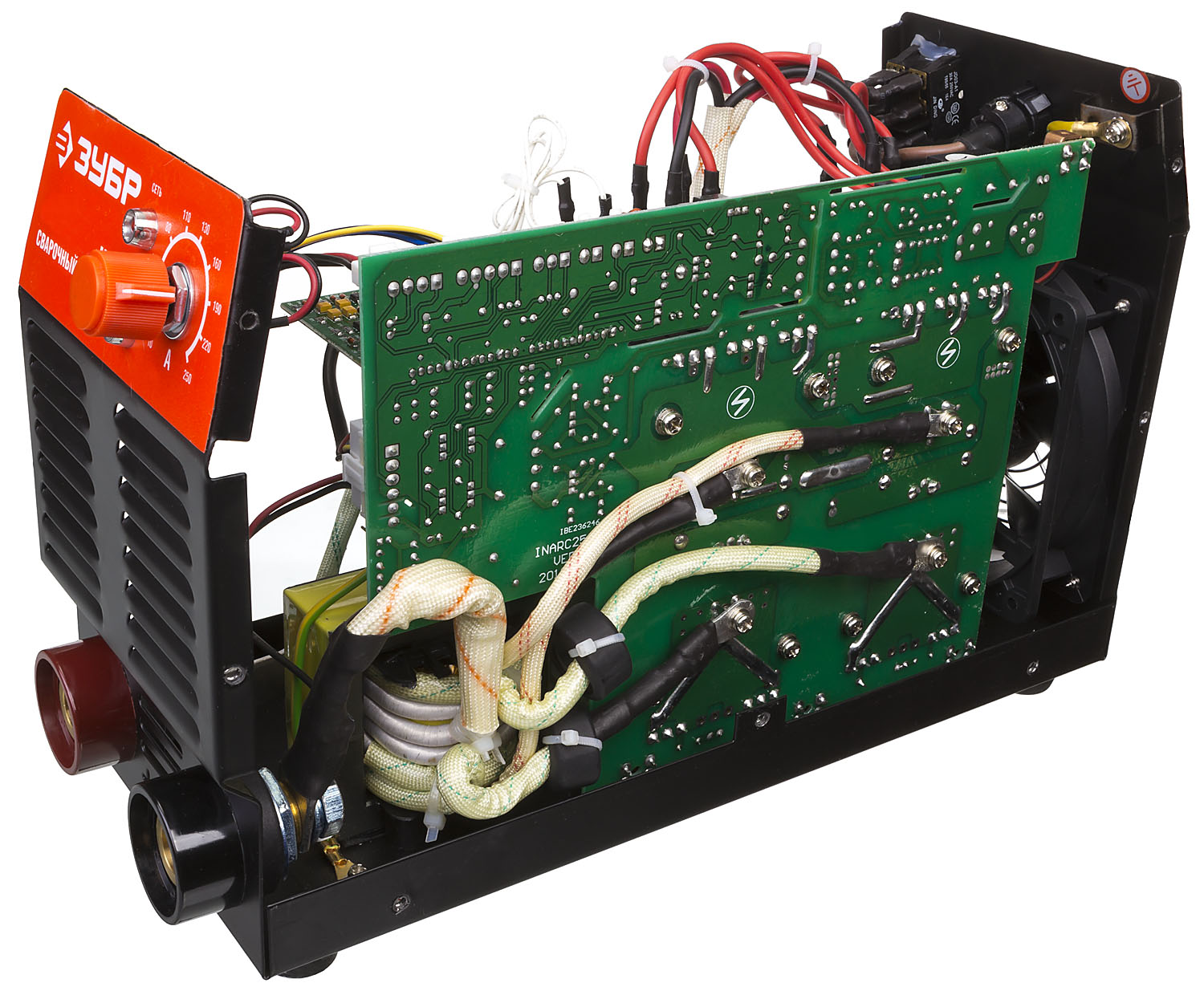 После выполнения всех рекомендаций может случиться так, что агрегат по-прежнему не будет работать. Тогда можно предположить, что неполадки возникли из-за проблем с электросхемой инверторного модуля. В большинстве случаев причины следующие:
После выполнения всех рекомендаций может случиться так, что агрегат по-прежнему не будет работать. Тогда можно предположить, что неполадки возникли из-за проблем с электросхемой инверторного модуля. В большинстве случаев причины следующие:
- В устройство попала влага. Зачастую это случается при сварке во время осадков.
- Если под корпусом скопится слишком большое количество пыли, то нарушится работа системы охлаждения. В зоне самого большого риска оборудование на строительных площадках, его придется постоянно очищать.
- Пренебрежение рекомендуемыми нагрузками, что приводит к перегревам оборудования. Необходимо придерживаться советов производителя, которые находятся в инструкции.
Причины частых поломок
Как правило, к поломкам приводит длительное воздействие внешних факторов, неправильная настройка, пренебрежение рекомендациями относительно рабочего режима. Зачастую возникают такие ситуации:
- Горение сварочной дуги отличается неустойчивостью, либо материал электрода очень разбрызгивается. Такое возникает при неверном выборе тока. Исходить здесь нужно из диаметра и типа сварочного материала, скорости сварки. При слишком низкой скорости выбирается меньшая величина тока.
- Электрод сложно отвести от металла. Такое возникает из-за низкого питающего напряжения сети. Также могут отходить контакты модуля в гнездах панелей. Чтобы решить проблему, просто подтяните крепления или плотнее прикрепите вставки. Учтите и тот факт, что применение слишком длинного удлинителя не обеспечит качественного выполнения поставленных задач. Не рекомендуется использовать провода с длиной больше 40 метров.
- Индикаторы находятся в рабочем состоянии, но сварку проводить невозможно. Обычно это является свидетельством перегрева. Еще одной возможной причиной может быть отсоединение проводов или их повреждение.
- Сварочный аппарат не запускается. Такое случается в условиях слишком низкого напряжения, недостаточного для начала работы.
- Инвертор самостоятельно отключается при длительном непрерывном использовании. Это значит, что сработала защита от перегрева.
 Такое возникает при неверном выборе тока. Исходить здесь нужно из диаметра и типа сварочного материала, скорости сварки. При слишком низкой скорости выбирается меньшая величина тока.
Такое возникает при неверном выборе тока. Исходить здесь нужно из диаметра и типа сварочного материала, скорости сварки. При слишком низкой скорости выбирается меньшая величина тока. Это значит, что сработала защита от перегрева.
Это значит, что сработала защита от перегрева.Признак серьезной поломки — стойкий запах гари из корпуса аппарата. В таком случае рекомендуется немедленно отключить электропитание и обратиться к специалистам сервисной службы.
Инверторный сварочный аппарат Arc 200 Amp Советы по ремонту и уловки Ремонт сварочного аппарата дома
перейти к содержанию- Домашняя страница
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
- 220V 9500W ZX7-250 электросварочный аппарат 10-250A Arc / MMA инвертор IGBT Welder
- HITBOX Dual Volt 110 / 220V AT2000 Welder MMA ARC Welder Инверторный сварочный аппарат
- MT2000 LED MIG Welder DC Inverter Gasless / Gas 4 in 1 ARC TIG MIG Welder
- Сварочный аппарат MIG Газовый / безгазовый IGBT Инвертор ARC Stick TIG 5 IN 1 Сварочный аппарат MIG130
- HBT2000 LED TIG Welder 200AMP 110V / 220V Инверторный сварочный аппарат MMA TIG ARC
- Февраль 2021
- Январь 2021 г.
- Декабрь 2020
- ноября 2020
- Октябрь 2020
- Сентябрь 2020
- августа 2020
- Июль 2020
- июнь 2020
- мая 2020
- Апрель 2020
- марта 2020
- Февраль 2020
- января 2020
- декабрь 2019
- ноября 2019
- Октябрь 2019
- Сентябрь 2019
- августа 2019
- июль 2019
- июнь 2019
- мая 2019
- апрель 2019
- марта 2019
- Февраль 2019
- января 2019
- декабря 2018
- ноября 2018
- 10 шт.
- 110-560 В
- 110220в
- 110 В
- 110в220в
- 115 В
- 120a
- 125a
- 135a
- 140 ампер
- 15-250а
- 16-40 мм
- 160-200
- 160-А
- 160a
- 160 ампер
- 165i
- 180a
- 195a
- 1 шт.
- 1тиг
- 20-180а
- 20-200
- 20-250а
- 200а
- 200 ампер
- 200 миль
- 200н
- 20160a
- 220110в
- 220 В
- 230 В
- 235 ампер
- 240 В
- 250а
- 250 ампер
- 2в1
- 300а
- 315a
- 315 ампер
- 34тлг
- 3в1
- 400a
- 400 г
- 4в1
- 60–160
- 7000 Вт
- 8000 Вт
- acdc
- альди
- алюминий
- алюминий-200а
- amico
- ансен
- ап сварка
- дуга-120
- арк-140
- арк-160
- арк-160д
- арк-165
- арк-200
- арк-250
- арк-250с
- арк-400
- арк-420с
- arc140
- arc250
- arc260gold
- аргон
- at2000
- автоол
- лучшее
- сварной шов
- бренд
- бюджет
- век
- центурилинкольн
- дешево
- Чикаго
- химера
- сварка
- Кларк
- преобразование
- конвертация
- самый крутой
- мастер
- крест-дуга
- ct416
- ct520d
- cts-180
- cts-180a
- cts-200
- мертвых
- деко
- разница
- цифровой
- цифр
- др-160
- драпер
- двойной
- легко
- Иствуд
- электрический
- emw508
- epicweld
- esab
- этоша
- вечный
- ewm-508
- экспресс
- fcaw
- первый
- сила
- бесплатно
- фрониус
- фьюжн
- geile
- хорошо
- гринкат
- гид
- гысми
- портативный
- поручень
- гавань
- портовые перевозки
- ГБТ2000
- herocut
- hg1800hf
- hg2300dv
- hg2600a
- высокий
- хитбокс
- хитбоксов
- хитроник
- хиттбокс
- Хобарт
- самодельный
- htbox
- Hyundai
- Гцxvogen
- hzzxvogen
- ибелл
- идеальный
- — IGBT справочник
- igbtinverter
- глубина
- посредник Инвертор
- ит1002
- its200
- jasic
- jkarc
- kd838
- kd839
- кд843
- kd844
- кик-конь
- клатч
- крафтделе
- крамер
- лифт
- лифт-тиг
- легкий
- линкольн
- магнум
- маркет
- мехпро
- металл
- миг-200
- миг-250
- mig228
- mig235
- мигмаг
- мигмагтигмма
- мигтигмма
- migtigstick
- мельник
- мини
- ММА-120Т
- ММА-160
- ММА-160А
- ММА-180
- ММА-200
- ММА-400
- ММА-85
- ММА160
- мм.
- mp250i
- тонн 2000
- мтс-165
- мтс-165а
- мтс-185
- мтс-205
- мульти
- многопроцессорность
- без сенсорного экрана
- заказано
- озито
- Паркер
- у парковки
- parweld
- пилот
- плазма
- пм-мма-300сп
- порабощенный
- переносной
- пост
- питьевой
- Powerarc
- powermat
- практических
- принцесса
- переносной
- импульс
- rajlaxmi
- сварка бритвой
- перезагрузка
- ремонт
- отзыв
- рецензирование
- риланд
- рор
- рстар
- s160-am
- s160-dr
- s160am
- s160dr
- Schweigerät
- царапина
- Сили
- селко
- выбрать
- набор1
- SF-160A
- SF-200
- SF-200A
- шакти
- шерман
- серебряная линия
- симадре
- самых маленьких
- умный
- см / с
- оснастка
- пролет
- искра
- спартус
- ст-165
- ст-185
- ул-205
- штальверк
- Стэнли
- звездочных кв.
- начало
- стелс
- шаг
- палка
- Stickarc
- сварка
- забастовка
- Сангольд
- супер
- t2000
- т800
- разборка
- технология
- технический
- тестирование
- термодайн
- тепловой
- термодуговая
- тиг-160
- ТИГ-160ДЦ
- тиг-160
- тиг-165
- тиг-165hf
- тиг-165с
- тиг-180дц
- тиг-185
- тиг-185хф
- тиг-200
- тиг-200а
- ТИГ-200ДЦ
- тиг-200
- тиг-205
- тиг-205хф
- тиг-205
- ТИГ-220ДЦ
- тиг-225
- сварочный аппарат TIG-Torch Stick-Arc-MMA-DC-Inverter-230V-Voltage
- тиг200
- тиг200а
- тиг200м
- тиг200п
- тигарка
- тигароплазма
- тигмма
- tigmmaarc
- тигрмакут
- тигстикарк
- титан
- фонарь
- горелка-дуга-дуга-mma-dc-инвертор-сварщик-110в-напряжение
- трансформатор
- очередь
- твист
- u0026
- распаковка
- уни-миг
- unimig
- союз
- улучшено
- подержанный
- Usewell
- с использованием
- вектор
- вевор
- гадюка
- vivohome
- вольт
- vorführgerätvector
- вулкан
- сварка
- сварщик
- сварщиков
- сварка
- напарник
- Weldpro
- подача проволоки
- мир
- WS-250
- х-бык
- yeswelder
- зоян
- zx7-200
- zx7-250

| M | Т | Вт | Т | F | S | S |
|---|---|---|---|---|---|---|
| «фев | апр » | |||||
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | 31 |
- как сваривать с помощью mig 160 etosha
- tse200g
- IPOTOOLS TC200ACDC
- термодуговая сварка prowave 185tsw
- mini tig сварочный аппарат
- сварочный инвертор 200a
- сварочный инвертор 400a000 входной инвертор 000 9000iss 9000iss сварочный сварочный инвертор tig 400a
- specificikasi сварочный инвертор 200a
- контактная форма
- Соглашение о политике конфиденциальности
- Условия использования

Сварочные аппараты IGBT — Руководство по закупке
Сварочные аппараты используются для плавления металлов и других материалов.Есть много видов сварочных аппаратов и сварочных процессов. Сварочные аппараты IGBT являются последними в данной области. Они самые свежие, существуют только с 1980-х годов. Так что их дизайн самый последний.
IGBT обозначает биполярный транзистор с изолированным затвором . Это полупроводниковый прибор. Он очень эффективен и, как известно, быстро переключается. Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие энергоэффективные автомобили.Как правило, сварочный блок питания простой, но сварочные аппараты с IGBT довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами.
Принцип работы этих сварочных аппаратов состоит в том, что они преобразуют электрическую мощность в высокое напряжение, а затем сохраняют ее в конденсаторной батарее. Затем микропроцессорный контроллер переключает его на второй трансформатор, чтобы обеспечить необходимый сварочный ток.Есть цифровой дисплей, и он очень удобен в использовании. Цифровой дисплей очень удобен для сварщика . Эти сварочные аппараты на базе высокочастотного инвертора более эффективны и имеют больший контроль, чем сварочные аппараты без инертора. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все это контролирует энергию в машине.
Затем микропроцессорный контроллер переключает его на второй трансформатор, чтобы обеспечить необходимый сварочный ток.Есть цифровой дисплей, и он очень удобен в использовании. Цифровой дисплей очень удобен для сварщика . Эти сварочные аппараты на базе высокочастотного инвертора более эффективны и имеют больший контроль, чем сварочные аппараты без инертора. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все это контролирует энергию в машине.
Сварочные аппараты IGBT имеют программное обеспечение контроллера, которое выполняет работу по импульсному сварочному току, автоматической точечной сварке и т. Д.Это окажется дорогостоящим для машины на основе трансформатора, но может быть легко выполнено с помощью инверторной машины с программным управлением.
Сварочные аппараты IGBT могут быть очень полезны, поскольку они выдают мощность, которую можно использовать для различных сварочных процессов. Вы можете иметь возможность использовать разные типы тока или силы тока. Можно выполнять такие процессы, как TIG или сварка вольфрамовым электродом в среде инертного газа или MMA, или ручная дуговая сварка металла . Можно использовать аппарат для сварки TIG на переменном или постоянном токе. Можно сваривать различные материалы, такие как нержавеющая сталь, углеродистая сталь и медь.
Можно выполнять такие процессы, как TIG или сварка вольфрамовым электродом в среде инертного газа или MMA, или ручная дуговая сварка металла . Можно использовать аппарат для сварки TIG на переменном или постоянном токе. Можно сваривать различные материалы, такие как нержавеющая сталь, углеродистая сталь и медь.
Вы можете приобрести портативные модели, которые будет удобно брать с собой куда угодно для сварки. Позаботьтесь о мерах безопасности и убедитесь, что кабель имеет правильную длину, чтобы он не представлял опасности для сварщика и других людей, находящихся поблизости.
Их вес обычно составляет от тридцати пяти до пятидесяти пяти фунтов. К тому же они довольно дорогие. Они работают очень эффективно и позволяют сэкономить много денег. Также можно поторговаться и получить более низкую цену.
Эти автоматические сварочные аппараты очень эффективны и экономичны.Они полезны как в малых, так и в крупных компаниях, где требуется сварка. Так что их дизайн самый последний. Итак, если вы выберете сварочные аппараты IGBT , вы выберете новейшие сварочные аппараты .
Так что их дизайн самый последний. Итак, если вы выберете сварочные аппараты IGBT , вы выберете новейшие сварочные аппараты .
Следует соблюдать осторожность при выборе сварочных аппаратов IGBT . Придется потратить много денег и обязательно пригодится. Чтобы получить лучшее, вы должны знать, как он работает, искать в Интернете и ходить в магазины, чтобы узнать о сварочных машинах IGBT. Тогда вам следует выбрать тот, который вам подходит. Поскольку его можно подключить к компьютеру и автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
Техническое обслуживание сварщика
Первый шаг к успешной сварке: правильное обслуживание сварочного оборудования
Скотт Скрянк, Lincoln Electric Company
Один из наиболее важных и простых способов создания прочных сварных швов — это правильное обслуживание сварочного оборудования. Уход за сварщиком не требует больших усилий и в конечном итоге может сэкономить вам значительное время и деньги — как на долговечность оборудования, так и на качество и производительность сварки. Правильное краткосрочное обслуживание оборудования поможет вам избежать некоторых распространенных ошибок при сварке и поможет избежать затрат на дорогостоящий ремонт неправильно обслуживаемого или вышедшего из строя оборудования. Уход за сварщиком не требует больших усилий и в конечном итоге может сэкономить вам значительное время и деньги — как на долговечность оборудования, так и на качество и производительность сварки. Правильное краткосрочное обслуживание оборудования поможет вам избежать некоторых распространенных ошибок при сварке и поможет избежать затрат на дорогостоящий ремонт неправильно обслуживаемого или вышедшего из строя оборудования.В зависимости от типа сварочного оборудования, которое вы используете, необходимое обслуживание будет различным. Сварочное оборудование Stick (SMAW) требует очень небольшого обслуживания, в то время как сварщикам MIG (GMAW) и TIG (GTAW) требуется немного больше внимания и ухода, чтобы оставаться в надлежащей форме |
| Уход за сварочным оборудованием для стержневой сварки Поскольку большинство компонентов оборудования находится внутри сварочного аппарата, оборудование для стержневой сварки требует наименьшего объема технического обслуживания. 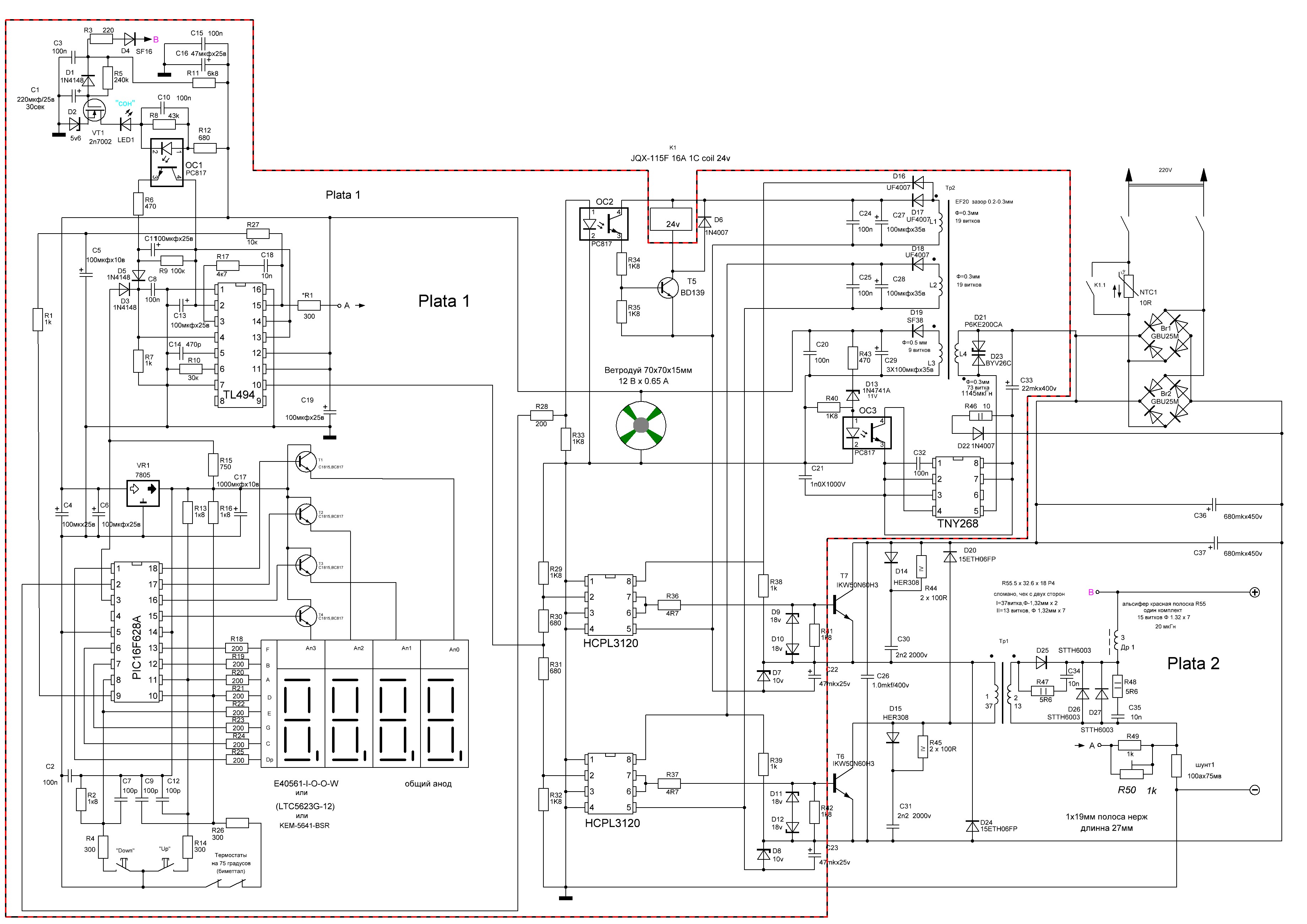 Внутри оборудования отсутствуют только электрододержатель и зажим заземления. Однако эти элементы не требуют большого ежедневного обслуживания; скорее, эти детали имеют тенденцию изнашиваться с течением времени, поэтому рекомендуется следить за их состоянием и при необходимости заменять эти детали. В долгосрочной перспективе вам необходимо, чтобы квалифицированный технический специалист проверил внутреннюю часть устройства на предмет скопления грязи, пыли и сажи на охлаждающих вентиляторах, проводке, трансформаторах и печатных платах.Уход за машиной таким образом поможет охладить компоненты и продлить срок службы устройства. Убедитесь, что вы всегда отключаете машину от сети перед выполнением любых работ по техническому обслуживанию. |
Наиболее серьезная проблема при техническом обслуживании электродов при сварке штангой. Когда стальные электроды, используемые для процесса SMAW, остаются открытыми, они склонны собирать влагу, создавая риск образования ржавчины. Обязательно заботьтесь о своих стержнях, правильно храня их в закрытом контейнере и плотно закрывая крышкой.Вы также можете использовать стержневую печь, такую как стержневую печь HydroGuard ™ Lincoln Electric, чтобы поддерживать необходимый уровень влажности электродов. Поместите электроды в стержневую печь, как только контейнер будет открыт, чтобы предотвратить проникновение влаги и убедиться, что содержание влаги в электроде остается на должном уровне. Если вы свариваете только время от времени, нет необходимости покупать стержневую печь — просто купите стержни, которые поставляются в герметичном контейнере. Наконец, всегда храните электроды в вертикальном положении, чтобы предотвратить повреждение, которое может произойти при столкновении стержней друг с другом, поскольку помятые стержни или электроды без экструдированного покрытия могут негативно повлиять на качество сварки. |

| Обслуживание сварочных аппаратов MIG (GMAW) В отличие от аппаратов для ручной сварки, аппараты для сварки проволокой (сварка MIG и / или порошковой сваркой) включают гораздо больше периферийных элементов, включая гильзу пистолета, контактные наконечники пистолета и шланг защитного газа, и поэтому требуют много более регулярный уход и внимание. 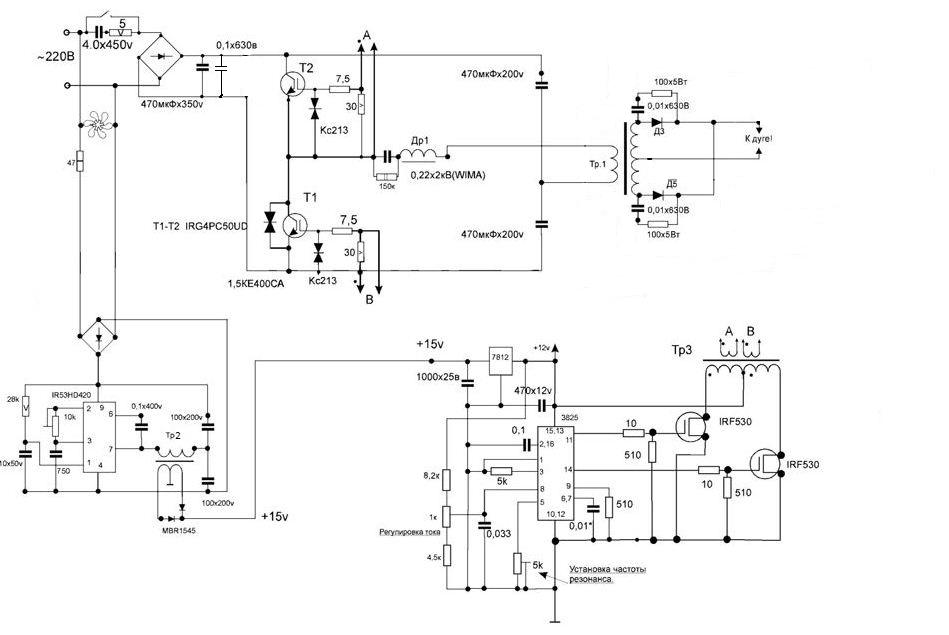 Опять же, всегда отключайте машину от сети перед выполнением любых работ по техническому обслуживанию. Опять же, всегда отключайте машину от сети перед выполнением любых работ по техническому обслуживанию.Стальные ведущие ролики обычно не подвержены сильному износу. Однако, когда проволока проходит по ним, это может привести к накоплению большого количества грязи и пыли на приводных роликах. Для борьбы с скоплением грязи рекомендуется продувать внутреннюю часть секции подачи машины сжатым воздухом не реже одного раза в неделю, чтобы приводные ролики оставались чистыми и в наилучшей форме для подачи тонких материалов 0,025 — 0,035. дюймовая сварочная проволока. Как вариант, вы можете снять ролики и очистить их металлической щеткой.Самое главное — независимо от того, какой метод вы выберете — всегда убедитесь, что устройство подачи проволоки выключено, прежде чем проверять или чистить приводные ролики. Поскольку проволока проходит через приводные ролики в футеровку пистолета, она может образовывать скопление грязи и пыли на лайнере. Опять же, рекомендуется продувать лайнер сжатым воздухом со стороны контактного наконечника пистолета примерно раз в неделю, чтобы удалить скопившуюся пыль и грязь, особенно если вы не пользуетесь сварочным аппаратом регулярно. |

Затем всегда проверяйте, чтобы вкладыш был обрезан до нужной длины — если он слишком короткий, между вкладышем и удерживающей головкой может скопиться грязь и пыль, что вызовет проблемы с механизмом подачи проволоки. И, чтобы обеспечить постоянную защиту и обслуживание гильзы пистолета, никогда не водите и не перекатывайте что-либо тяжелое по кабелю пистолета — гильза сплющится, и вам, как правило, придется ее заменить. |
Контактные наконечники пистолета, конус и диффузор, которые часто упускаются из виду при обслуживании сварщика, необходимы для обеспечения бесперебойной работы сварочного аппарата.Поскольку эти компоненты работают вместе, обеспечивая необходимую электрическую проводимость и рассеивание газа для процесса MIG, вы не сможете правильно сваривать, если эти элементы вашей системы не поддерживаются в идеальном состоянии. |
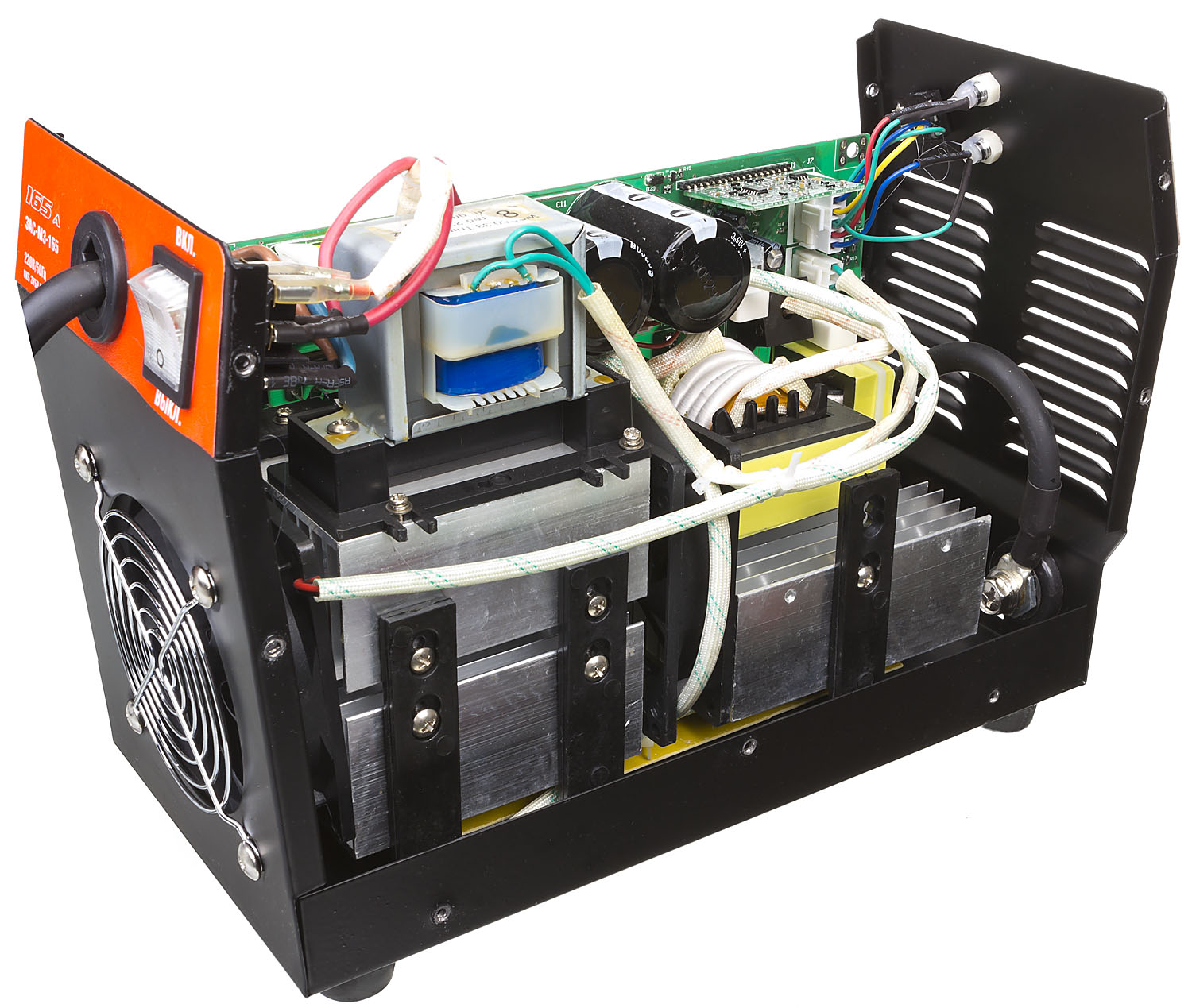
Во время сварки сопло пистолета, которое защищает сварной шов, часто заполняется брызгами. Следите за тем, чтобы сопло было чистым, чтобы не препятствовать потоку газа и не препятствовать сварке.Использование окунания для сопла поможет сохранить сопло в чистоте. Подобно консистенции желе, продукт, называемый окунанием для сопла, может помочь предотвратить прилипание брызг к соплу. Просто время от времени окунайте сопло в продукт во время сварки, чтобы уменьшить скопление брызг. Однако не погружайте форсунку полностью, так как это может повредить пористый изолятор внутри форсунки — просто окуните наконечник. Кроме того, храните насадку в упаковке производителя, чтобы предотвратить повреждение — если вы выбросите ее в мусорное ведро или другой контейнер, на ней могут появиться вмятины или царапины, что приведет к образованию дефектных участков, которые могут собирать брызги. |
Диффузор ввинчивается в трубку пистолета внутри сопла и рассеивает защитный газ, необходимый для сварки MIG или порошковой порошковой сваркой в среде защитного газа.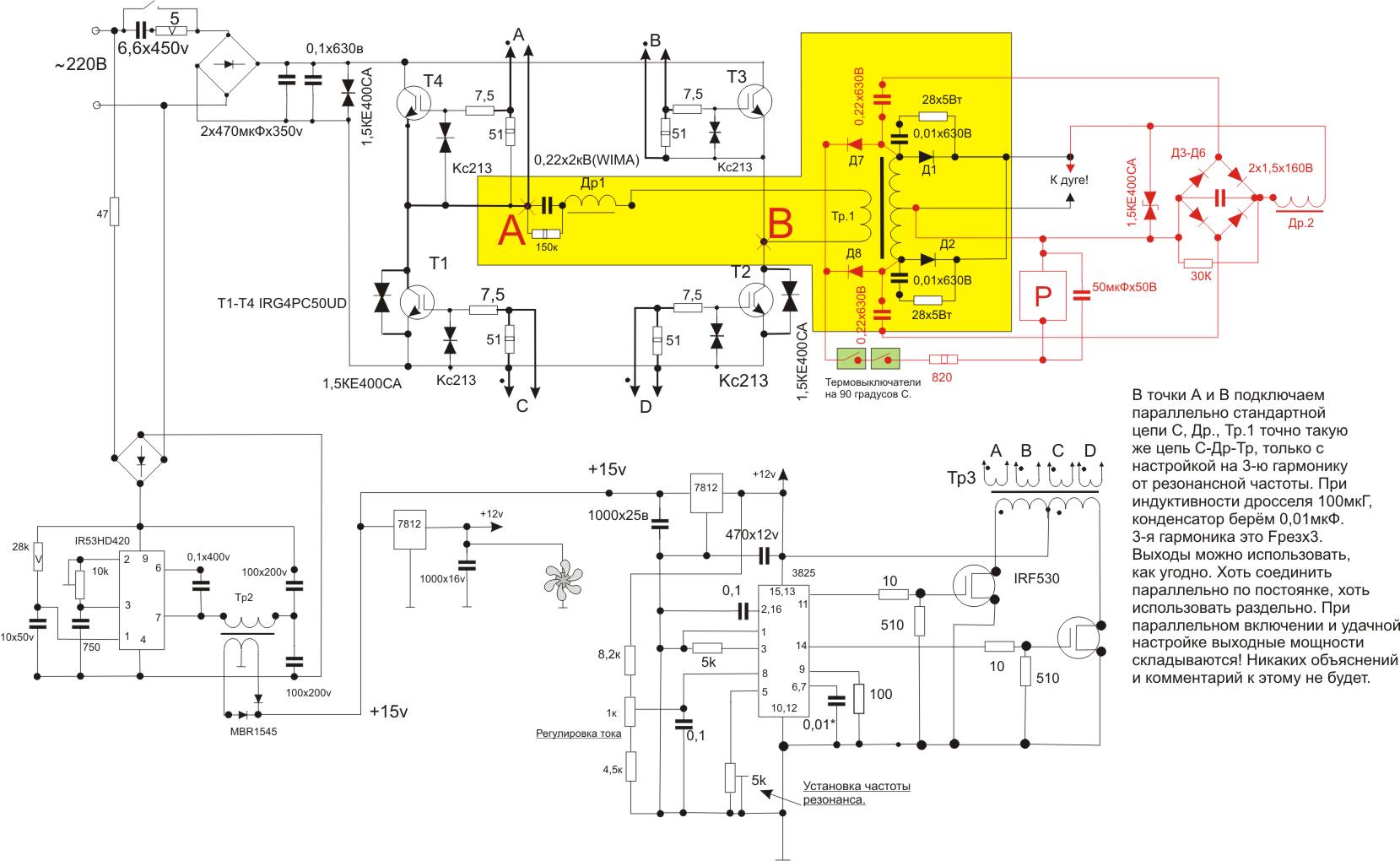 Как и на сопле, скопление брызг на диффузоре также будет препятствовать потоку газа. Регулярно снимайте конус и проверяйте диффузор, чтобы убедиться, что он не забит. Если в диффузоре есть брызги, протрите его металлической щеткой или тряпкой. Как и на сопле, скопление брызг на диффузоре также будет препятствовать потоку газа. Регулярно снимайте конус и проверяйте диффузор, чтобы убедиться, что он не забит. Если в диффузоре есть брызги, протрите его металлической щеткой или тряпкой.Чтобы обеспечить оптимальную форму контактных наконечников пистолета, старайтесь не прикасаться наконечником к заготовке. Каждый раз, когда вы устанавливаете нежелательное электрическое соединение между наконечником и обрабатываемой деталью, наконечник повреждается. Часто можно обжечь наконечник до такой степени, чтобы изменить путь прохождения проволоки через наконечник и повлиять на качество сварки. Кроме того, для достижения наилучших характеристик обязательно меняйте наконечник на модель с правильным размером отверстия каждый раз при изменении диаметра проволоки. Тем не менее, несмотря на все усилия сварщика, контактные наконечники пистолета в конечном итоге все же необходимо заменить.После продолжительного использования диаметр отверстия в наконечнике увеличится, что повлияет на размещение проволоки в стыке. Кроме того, наконечники изнашиваются и покрываются брызгами. Это сигнализирует о том, что пора покупать новый, например насадки Copper Plus®, предлагаемые в линейке пистолетов Lincoln Electric Magnum® PRO. |
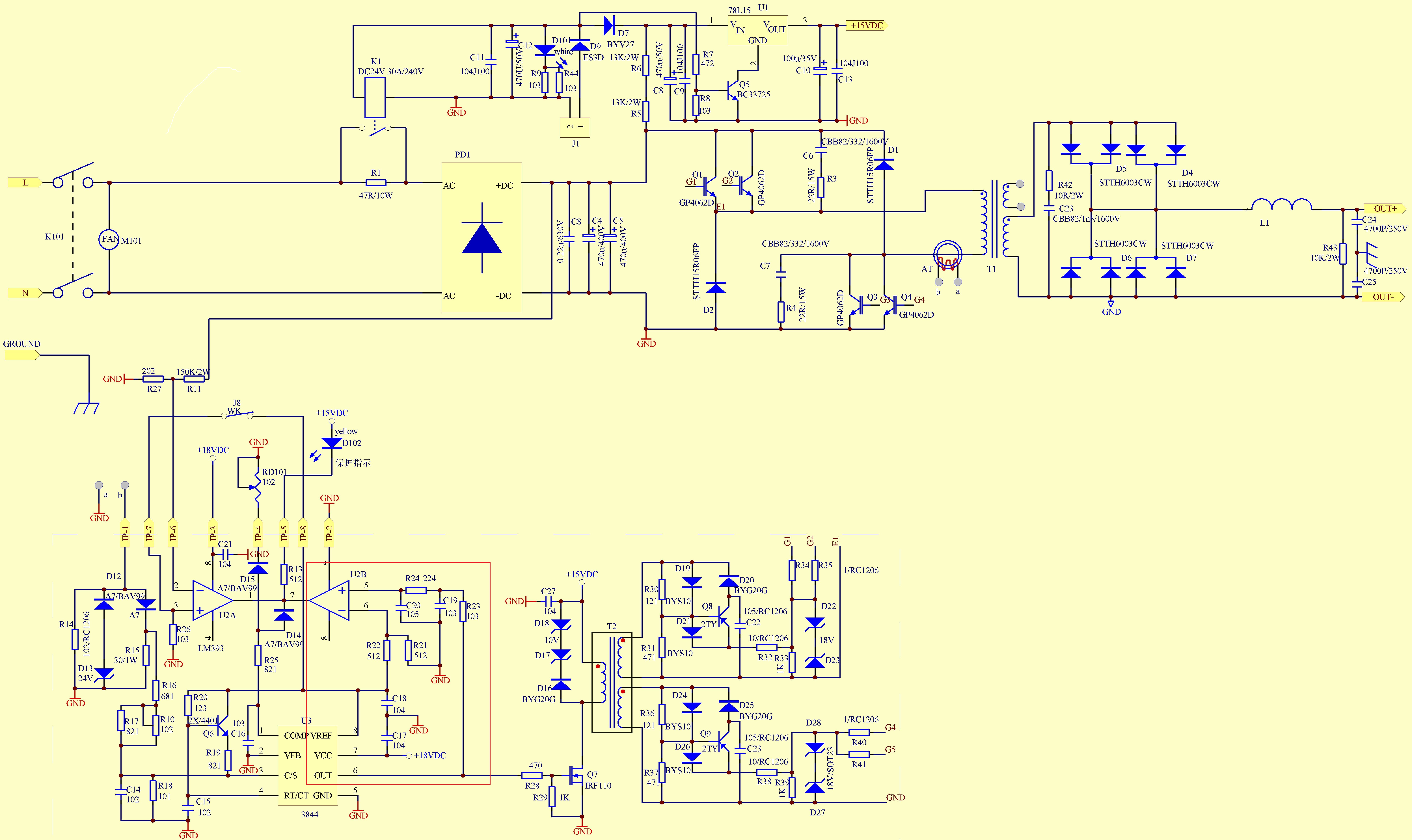
| Другие проблемы при сварке MIG включают в себя внимание к баллону с защитным газом — убедитесь, что он всегда привязан цепью к машине или где-нибудь в цеху.Если он упадет с регулятором на нем, газ попытается уйти, и поток газа потенциально может кому-то повредить. Чтобы предотвратить утечку газа, когда он не используется, снимите регулятор и закрепите резьбовой защитный колпачок на верхней части баллона, чтобы обеспечить безопасность системы клапанов и предотвратить разрыв. Чтобы шланг защитного газа оставался в хорошем состоянии, намотайте его свободно и храните отдельно от земли, чтобы предотвратить его перекручивание или перегиб, что может привести к повреждению. |
 Также не забывайте регулярно проверять его на предмет каких-либо отверстий или потенциальных мест утечки.Храните его в прохладном и сухом месте.
Также не забывайте регулярно проверять его на предмет каких-либо отверстий или потенциальных мест утечки.Храните его в прохладном и сухом месте. | Возможно, самый простой совет по уходу за сварочным аппаратом MIG — это предотвращать попадание пыли, закрывая верхнюю часть аппарата, когда он не используется. Кроме того, рекомендуется периодически привлекать сертифицированного техника для обслуживания / осмотра вашего оружия. Хотя сварка MIG требует гораздо большего обслуживания оборудования, чем сварка штучной сваркой, одно из преимуществ процесса GMAW заключается в том, что проволока, как правило, покрыта медью, что означает меньшую вероятность появления ржавчины, что устраняет необходимость в стержневой печи. Уход за оборудованием MIG включает в себя множество элементов, но есть простой способ обнаружить потенциальную проблему обслуживания — видимые отверстия пористости в сварном шве. При любом процессе с защитой от газа видимая пористость в сварном шве указывает на проблему с процедурой или на проблему с защитным газом — это означает, что у вас закончился газ, сопло забито или есть отверстие в вашей линии защитного газа. Поэтому обращайте внимание на качество сварных швов — это простой барометр того, своевременно ли проводится техническое обслуживание вашего оборудования. Поэтому обращайте внимание на качество сварных швов — это простой барометр того, своевременно ли проводится техническое обслуживание вашего оборудования. |
Металлический сварочный аппарат и инструменты
ПродукцияMetal Man может похвастаться удивительными характеристиками, которые облегчают вашу работу и помогают выделиться как серьезному сварщику. Ищете ли вы шлем с автоматическим затемнением с большим экраном и линзой Opticlear 2.5 или легкий сварочный аппарат с эффективной инверторной технологией, вы можете положиться на сварочное оборудование Metal Man для высокопроизводительной продукции по доступной цене.
В Metal Man мы приветствуем ваши достижения и рады быть частью того, что вы делаете. Наша цель всегда заключалась в том, чтобы сделать вашу работу проще, веселее, продуктивнее и эффективнее. Мы хотим, чтобы вы гордились тем, что свариваете!
Сварочные аппараты Metal Man, сварочные маски, сварочные тележки, сварочные шкафы и сварочные столы рассчитаны на срок службы и оснащены функциями, которые можно ожидать от гораздо более дорогого оборудования.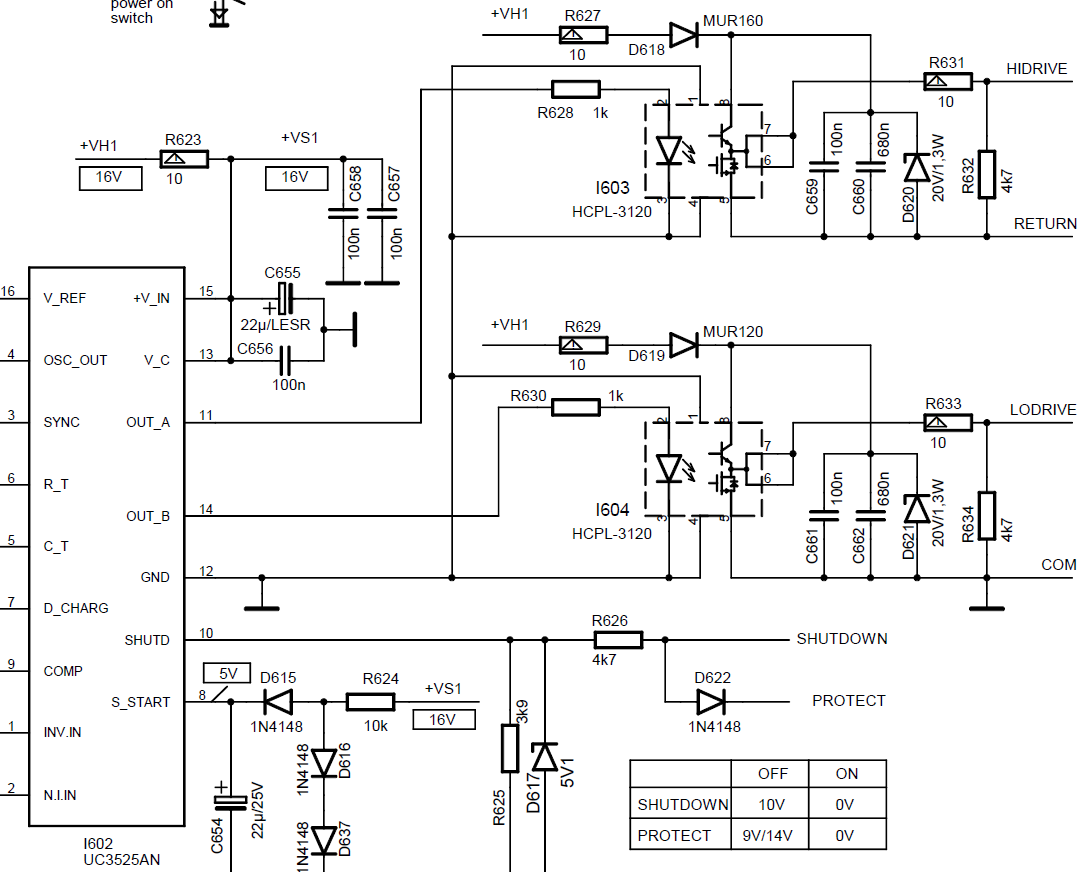 Все, что мы продаем, подкреплено нашими обязательствами перед вами. Вы можете связаться с нашими специалистами по сварке, чтобы задать вопросы или обслужить вашу продукцию.Мы известны быстрыми и квалифицированными ответами и оперативным обслуживанием.
Все, что мы продаем, подкреплено нашими обязательствами перед вами. Вы можете связаться с нашими специалистами по сварке, чтобы задать вопросы или обслужить вашу продукцию.Мы известны быстрыми и квалифицированными ответами и оперативным обслуживанием.
Металлические сварочные шлемы
То, что вам нужно носить шлем, не означает, что вы должны быть похожи на других сварщиков. Выразите себя, защищая себя от опасностей, связанных с сваркой.
ШлемыMetal Man оснащены функциями, которые необходимы профессионалам, но при этом доступны по цене для всех сварщиков. В них есть множество областей обзора, варианты линз, головные уборы, сменные батареи и великолепная графика.
Комфортные сварочные маски
Безопасные и надежные сварочные маски
Каски высокого качества для любого сварщика
Дизайн шлема Slick
и многие другие исключительные функции.
Shop Metal Man Сварочные шлемы
Сварщики и плазменные резаки Metal Man
Инструменты должны просто работать. Каждый раз. Ваш сварщик не исключение. Сварочные аппараты Metal Man надежны и просты в использовании. Независимо от того, являетесь ли вы начинающим сварщиком или профессионалом, вы найдете сварщика, который сделает то, что вам нужно, и когда вы этого захотите.
Каждый раз. Ваш сварщик не исключение. Сварочные аппараты Metal Man надежны и просты в использовании. Независимо от того, являетесь ли вы начинающим сварщиком или профессионалом, вы найдете сварщика, который сделает то, что вам нужно, и когда вы этого захотите.
Metal Man варьируются от хобби до промышленных. Они включают в себя сердечник с магнитным потоком переменного и постоянного тока, MIG, DC Stick, DC TIG, AC / DC TIG и плазменный резак. Большинство моделей имеют легкую, высокопроизводительную и эффективную инверторную технологию.
Нужна помощь в выборе подходящего сварщика? Позвоните нам. Мы будем рады помочь.
Сварочные аппараты MIG
- Сварка до 5/16 ”с газом или без газа
- с питанием от 120 В: подходит для сварщиков-любителей и начинающих сварщиков, которым не требуется столько энергии
- Опционально Двойное напряжение: 120 В и 230 В, чтобы дать вам питание, когда оно вам нужно
- Дополнительный катушечный пистолет и горелка TIG
- Усовершенствованная инверторная технология: обеспечивает высококачественные четкие, чистые и стабильные сварные швы с большой мощностью
- Расходные детали в стиле Tweco: поэтому легко найти запасные части, когда они понадобятся
- Варианты гарантии на детали и ремонт 1-3 года
… и многие другие исключительные особенности.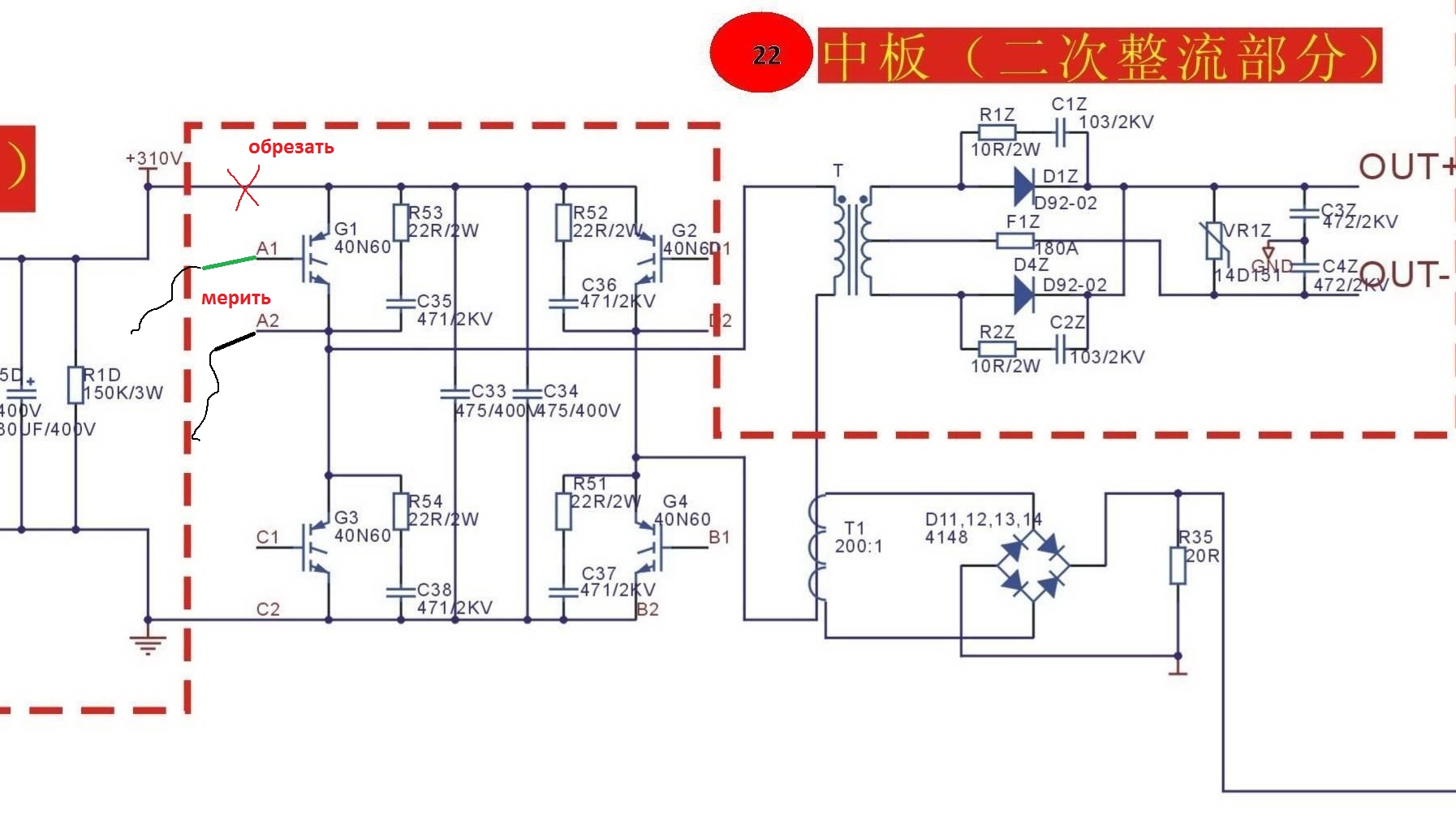
Shop Metal Man MIG Сварочные аппараты
Сварочные аппараты MIG с флюсовым сердечником
- Простота использования
- Не требуется защитный газ: хорошо работает на открытом воздухе
- Сварка низкоуглеродистой стали до 3/16 дюйма
- Вход 115 В, 20 А
- Катушка проволоки на 4 или 8 дюймов
- Варианты исполнения: традиционное или инверторное исполнение
- Легкость для портативности
- 1 год гарантии на детали и ремонт
… и многие другие исключительные особенности.
Shop Metal Man Flux Core MIG Сварочные аппараты
Аппарат для сварки TIG
- Двойное напряжение, питание от инвертора
- Включает горелку TIG, ножную педаль, регулятор / расходомер
- Удлинитель не нужен: ___
- Несколько режимов: режим Stick на постоянном токе, режим TIG на постоянном токе и режим TIG на переменном токе для сварки стали, нержавеющей стали и алюминия
- Расширенные возможности TIG: импульсная, регулировка частоты дуги переменного тока, регулировка баланса дуги переменного тока и автоматическое регулирование баланса / частоты.
- Горелка для сварки TIG 10 дюймов, электрододержатель, кабель заземления
- 3 года гарантии на детали и ремонт

… и многие другие исключительные особенности.
Магазин Metal Man TIG Welders
Сварочный аппарат
- 120 В 60 Гц входная мощность
- Используйте стержневые электроды постоянного тока до 3/32 ″
- Идеально подходит для проектов DIY и легкого обслуживания
- Сварные швы из низкоуглеродистой стали, нержавеющей стали, твердой наплавки и чугуна
- Портативный и легкий с плечевым ремнем для удобной переноски
- Горячий старт для облегчения запуска стержневых электродов
- Дополнительная горелка TIG
- Гарантия 2 года
… и многие другие исключительные особенности.
Магазин сварочных аппаратов Metal Man
Металлические сварочные тележки, шкафы, столы
Держите сварочные инструменты организованными, чистыми и доступными, где бы вы ни сваривали.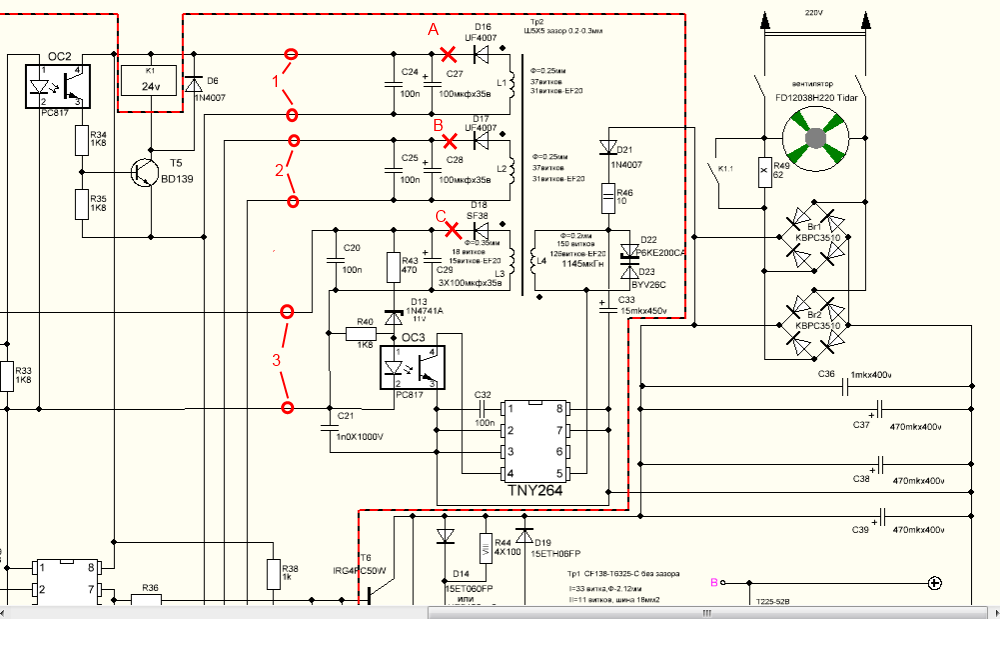 Наши сварочные тележки, шкафы и стол просты в сборке, прочны и надежны.
Наши сварочные тележки, шкафы и стол просты в сборке, прочны и надежны.
Построенные для гаража, магазина или производственного предприятия, они оснащены прочными металлическими компонентами и легкими в управлении колесами и роликами. Дополнительные запирающиеся ящики и запирающиеся дверцы дают вам много места для хранения и безопасность вашего снаряжения.
Стол складной Metal Man Deluxe
- Удобная рабочая поверхность, которая быстро складывается для хранения
- Съемный стол для мусора
- Стальная конструкция с порошковым покрытием
- Гарантия 1 год
… и многие другие исключительные особенности.
Shop Metal Man Сварочные столы
Металлические сварочные шкафы
- Опции Mini, Deluxe и 3-уровневые: подходят для большинства машин MIG, TIG и плазменной резки
- Хранение до 2 баллонов
- Магазин до 2 сварщиков
- Включает предохранительные цепи
- Запираемые шкафы для хранения, которые подходят для вашего шлема и других инструментов и защищают их от сварки
- Держатели кабеля
- Простота маневрирования: большие резиновые колеса до 7 дюймов и передние ролики
- Стальная конструкция с порошковым покрытием
- Гарантия 1 год
… и многие другие исключительные особенности.
Shop Metal Man Сварочные шкафы
Сварочные тележки Metal Man
- Универсальная сварочная тележка: продуманная конструкция для облегчения маневрирования
- Трехуровневая сварочная тележка: обеспечивает удобную рабочую высоту органов управления сварщика и позволяет хранить инструменты
- Сверхмощная сварочная тележка для одной / двух бутылок: настраивается для многоразового использования
- Дополнительная ручка для складывания вниз
- Подходит для большинства марок сварочного оборудования
- Удерживает один или два цилиндра в зависимости от сварочного процесса
- Включает предохранительные цепи
- Колеса до 8 дюймов и блокировка передних роликов: чтобы ваша тележка оставалась на любом типе поверхности
- Храните шлем, кабели, пистолет, механизм подачи проволоки и многое другое
- Гарантия 1 год
… и многие другие исключительные особенности.
Shop Metal Man Сварочные тележки
Служба поддержки клиентов Metal Man
Наша цель — сделать вашу работу увлекательной, простой, продуктивной и эффективной. Мы готовы ответить на ваши вопросы и помочь вам максимально эффективно использовать сварщика. Все, что мы продаем, подкрепляется нашей политикой обслуживания клиентов, которая заключается в том, чтобы заботиться о вас еще долго после того, как вы совершили покупку.
Мы готовы ответить на ваши вопросы и помочь вам максимально эффективно использовать сварщика. Все, что мы продаем, подкрепляется нашей политикой обслуживания клиентов, которая заключается в том, чтобы заботиться о вас еще долго после того, как вы совершили покупку.
Дружелюбный и знающий персонал
Позвонив по бесплатному телефону доверия или отправив нам электронное письмо, вы обратитесь к профессиональному сварщику с многолетним опытом.Мы тебя поддержим, несмотря ни на что.
Обязательство по быстрому обслуживанию
Мы поддерживаем нашу продукцию и при необходимости отремонтируем ее. Наши специалисты по ремонту отремонтируют ваше устройство в течение одного рабочего дня после его получения.
Надежная, быстрая доставка
Наши сварочные аппараты, столы, тележки, шкафы и каски доставят вам в надежном месте с использованием самого быстрого и экономичного из доступных способов.
Связаться со службой поддержки клиентов
Читать меньше
Уникальные сварочные системы ZENA® :
Самый технически продвинутый,Самый надежный,Самая компактная,Самый эффективный,Самый Уникальный,Самый универсальный,Самый безопасный иСамый простой в использованииOEM и / или модернизируемые промышленные аппараты для дуговой сварки с приводом от двигателя, 100% рабочий цикл, многопроцессорные сварочные аппараты на постоянном токе в мире! А благодаря пультам дистанционного управления, которые позволяют регулировать мощность даже ВО ВРЕМЯ сварки, вы получите гораздо больше контроля над процессом сварки, чем когда-либо с любым другим сварщиком! Мобильный сварочный аппарат постоянного тока ZENA ® может быть прикреплен к двигателю ЛЮБОГО существующего автомобиля (экономия затрат на отдельный / новый двигатель).
Этот уникальный портативный сварочный аппарат одинаково хорошо себя чувствует на: служебный грузовик, использующий подкапотную сварку ZENA, выполняющий промышленное техническое обслуживание города; или по телефонусельскохозяйственный грузовик или трактор — использование бортового сварочного аппарата ZENA для ремонта поврежденного сельскохозяйственного оборудования на удаленном поле; или по телефонуфронтальный погрузчик, подъемник для людей, погрузчик с бортовым поворотом или бульдозер, работающий в карьере, шахте или на строительной площадке; или по телефонувоенная машина поддержки или боевая машина — ремонт сломанного элемента рамы или другого повреждения, которое выводит машину из строя; намашина скорой помощи, работающая на месте бедствия; или по телефонубуровая установка с приводом от двигателя установки, приварка кожуха и выполнение ремонтных работ на месте по мере необходимости; или по телефонулинейный вал — на заводе, где отсутствует электроэнергия для сварки; или по телефонуокеанская яхта, морской крейсер или рабочая лодка — ремонтные работы посреди океана или иностранного порта; или по телефонувнедорожник с колесной формулой 4×4 — требует ремонта при эксплуатации вдали от посторонней помощи — в отдаленной пустыне, горах или джунглях! Вам больше не нужен огромный сварочный аппарат с приводом от двигателя, занимающий большую часть места в кузове пикапа (а также большую часть полезной нагрузки) для промышленной сварки. ZENA могут быть дооснащены существующими автономными двигателями всех типов, включая электродвигатели, гидравлические двигатели и даже пневматические двигатели. Установите сварочный аппарат под капот ZENA, и ваш автомобиль станет:в любую погоду, куда угодно, коммерческие обязанности, мобильная сварочная станция, которая выполняет ВСЕ другие высококачественные сварочные аппараты с сильноточным двигателем, аделает это без ЛЮБОГО снижения полезной нагрузки автомобиля!Прикрепите сварочный аппарат ZENA к отдельно стоящему двигателю или модернизируйте его, и вы получите непревзойденный портативный сварочный аппарат:создайте свой собственный портативный сварочный аппарат с приводом от двигателя (установка своими руками вполне соответствует возможностям типичного сварщика), ИЛИвосстановить изношенный сварочный аппарат с приводом от двигателя, ИЛИ дажестань сварщиком на колесах! Установка проста — рассчитана на домашних мастеров. Лучше всего, когда вы закончите, у вас будет совершенно новый сварочный аппарат ZENA для коммерческого использования — гораздо дешевле, чем изношенный портативный сварочный аппарат! Правильно, МЕНЬШЕ, чем стоимость сварочного аппарата, продающегося на аукционе, и от половины до одной пятой стоимости сопоставимого нового сварочного аппарата с приводом от двигателя! Не хотите создавать свои собственные? |
 Новая технология ZENA заменяет этих устаревших гигантов комплектом подкапотного генератора, настолько маленьким и легким, что не происходит: НИКАКОГО практического снижения полезной нагрузки транспортного средства — и НИКАКОЙ потери грузового пространства! Зато стоимость сварочного оборудования значительно снизится!
Новая технология ZENA заменяет этих устаревших гигантов комплектом подкапотного генератора, настолько маленьким и легким, что не происходит: НИКАКОГО практического снижения полезной нагрузки транспортного средства — и НИКАКОЙ потери грузового пространства! Зато стоимость сварочного оборудования значительно снизится! Д.
Д.
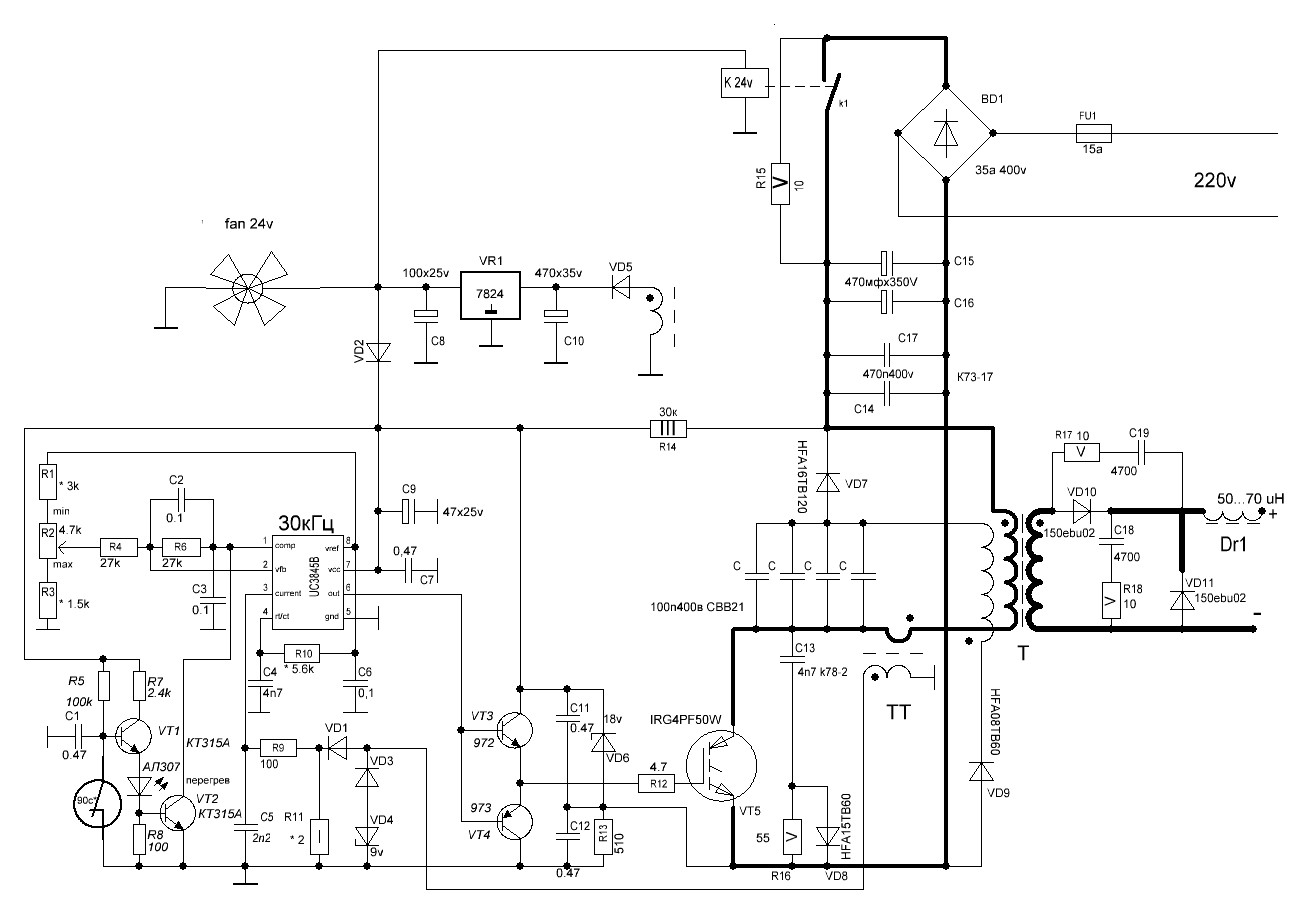 И, поскольку тепло и влага являются главными врагами всех электронных продуктов, меньше тепла и / или влаги = более длительный срок службы (и меньше проблем)!
И, поскольку тепло и влага являются главными врагами всех электронных продуктов, меньше тепла и / или влаги = более длительный срок службы (и меньше проблем)!
Используйте пистолет для катушек или устройство подачи катушек со сварочным аппаратом | ||
И последнее, но не менее важное: сварочные аппараты ZENA с новой технологией сваривают лучше и легче в использовании, чем другие сварочные аппараты с приводом от двигателя:
Мы не говорим и о тонких различиях — вы заметите
— намного лучшее проникновение для данной настройки тока;
улучшенные характеристики дуги;
очиститель швов рентгеновского качества;
упрощает сварку вне положения;
лучше смещены сварные швы; и
— беспрецедентный пользовательский контроль сварочного процесса.

Выберите сварочный аппарат со 100% -ным рабочим циклом, соответствующий вашим потребностям
Наша уникальная модульная технология выработки электроэнергии и электронное управление позволяют устанавливать несколько независимо управляемых сварочных аппаратов на 150, 200, 250 А со 100% рабочим циклом на один двигатель — или комбинировать и синхронизировать несколько сварочных генераторов для создания одного гигантского электрогенератора, производящего Мощность сварки 800 ампер (или более).
А с дополнительными принадлежностями ваш сварочный аппарат также может выполнять следующие функции: (подробнее о принадлежностях и моделях ниже)
Сварщик МИГ,
сварщик TIG, или
как электрически изолированное, полностью регулируемое быстрое зарядное устройство на большой ток!
Идеально подходит для сервисных грузовиков и сельскохозяйственных машин.
Поиск и устранение неисправностей в системе подачи проволоки
Сварка MIG (GMAW) и порошковая сварка (FCAW), обычно называемая «сваркой проволокой», дает возможность значительно повысить производительность по сравнению со сваркой штучной сваркой.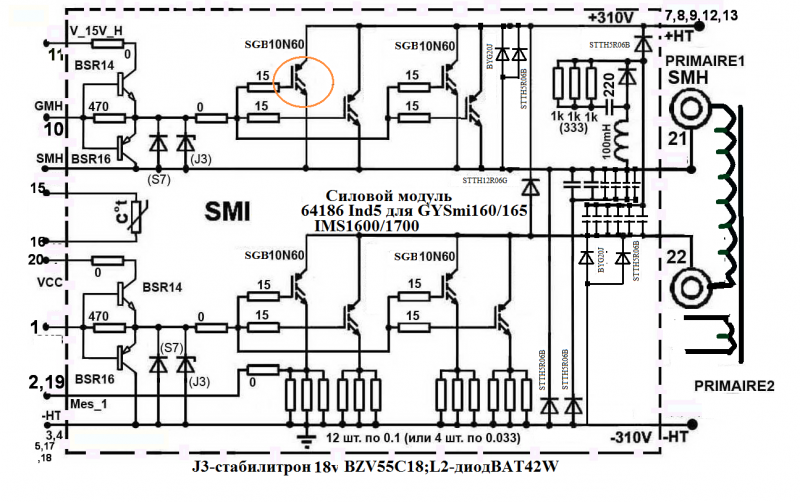 Однако в системе подачи проволоки используется более сложная механическая система, чем в других, для подачи сварочной проволоки в сварочную ванну и подачи тока на проволоку, что приводит к большему количеству потенциальных проблем в работе сварочного оборудования.
Однако в системе подачи проволоки используется более сложная механическая система, чем в других, для подачи сварочной проволоки в сварочную ванну и подачи тока на проволоку, что приводит к большему количеству потенциальных проблем в работе сварочного оборудования.
Точное устранение этих проблем, когда они возникают, или, еще лучше, их предотвращение до их возникновения, имеет решающее значение для максимизации преимуществ, которые предлагают эти процессы.
В целях поиска и устранения неисправностей систему сварки проволокой можно разделить на три различные категории в зависимости от функции — подача проволоки, подача газа и передача электроэнергии. Отказ любой из этих систем приведет к неоптимальным характеристикам сварки, включая снижение производительности и увеличение времени простоя для повторной обработки плохих сварных швов.
ПОСТАВКА ПРОВОЛОКИ
Независимо от того, используете ли вы катушки с одним фунтом, большие барабаны или большие мотки проволоки, механическая подача проволоки играет важную роль в определении качества дуги и свариваемости.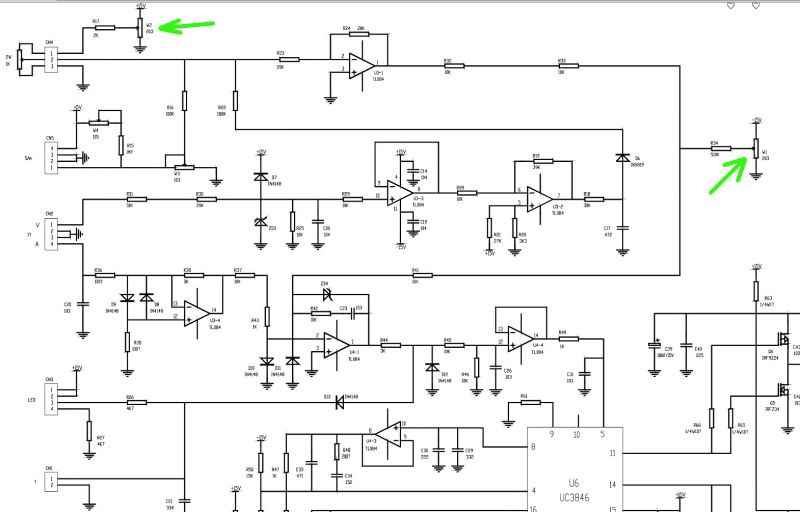 Вы должны начать поиск и устранение неисправностей в системе, убедившись, что проволока не заблокирована где-либо на своем пути от натяжения катушки до контактного наконечника и везде между ними.
Вы должны начать поиск и устранение неисправностей в системе, убедившись, что проволока не заблокирована где-либо на своем пути от натяжения катушки до контактного наконечника и везде между ними.
Натяжение ступицы
Важно не перетягивать натяжение ступицы, которое позволяет катушке с проволокой вращаться. На большом барабане с проволокой эту функцию может выполнять механизм, перемещающийся вокруг катушки. Натяжение ступицы — это просто средство, предотвращающее соскальзывание проволоки с катушки при прекращении подачи проволоки.Это должно быть достаточно туго, чтобы проволока не разматывалась, когда вы прекращаете подавать полную катушку на максимальной скорости подачи проволоки. Избыточное затягивание приведет к тому, что приводной двигатель будет работать сильнее, просто чтобы снять проволоку с катушки, и приведет к проблемам при сварке.
Проверка давления ведущего ролика
Давление ведущего ролика — очень распространенная проблема при сварке проволокой. Слишком свободно, и проволока не попадает в лужу. Слишком плотно, и вы можете раздавить проволоку и отслоить покрытие, деформировать проволоку, изнашивать ролики и повредить двигатель.
Слишком свободно, и проволока не попадает в лужу. Слишком плотно, и вы можете раздавить проволоку и отслоить покрытие, деформировать проволоку, изнашивать ролики и повредить двигатель.
Отщепившееся покрытие приведет к тому, что эти маленькие хлопья попадут в лайнер, что еще больше ограничит простую подачу проволоки к лужице. Деформированная проволока будет изнашивать канавки на контактном наконечнике, что ограничивает электрическую проводимость, а также ухудшает подачу. Изнашивайте рифленые поверхности роликов, и у вас будет слабое трение для правильной подачи проволоки. Чрезмерно затянутое натяжение ведущего ролика вызывает все эти проблемы в дополнение к чрезмерному давлению на ведущий вал, которое может привести к износу коробки передач или приводного двигателя из-за неправильной центровки.
Нет однозначного ответа относительно точного давления, необходимого для обеспечения надлежащего давления приводных роликов. Натяжение приводного ролика следует отрегулировать так, чтобы оно не было слишком сильным, но и не слишком ослабленным. Начните с очень слабого давления ведущего ролика. Увеличивайте давление только до тех пор, пока не станет очень трудно остановить выход проволоки из контактного наконечника. Используйте плоскогубцы или деревянный брусок, чтобы остановить подачу проволоки. Пройдите примерно пол-оборота дальше этой точки. Когда проволока фактически остановлена, ведущие ролики должны вращаться на проволоке, и птицы не должны гнездиться.
Начните с очень слабого давления ведущего ролика. Увеличивайте давление только до тех пор, пока не станет очень трудно остановить выход проволоки из контактного наконечника. Используйте плоскогубцы или деревянный брусок, чтобы остановить подачу проволоки. Пройдите примерно пол-оборота дальше этой точки. Когда проволока фактически остановлена, ведущие ролики должны вращаться на проволоке, и птицы не должны гнездиться.
Проверка соосности приводных роликов
Приводные ролики можно отрегулировать из стороны в сторону, чтобы убедиться, что они совпадают с входной направляющей пистолета GMAW.
Проверьте впускные направляющие
Впускные направляющие должны быть подходящего размера для используемого провода. На них не должно быть бороздок — часто это вызвано перекосом или неправильным размером.
Проверка состояния лайнера
Футеровка пистолета должна быть подходящего размера для используемой проволоки, а также должна быть чистой и не содержать пыли и мусора. Чрезмерно натянутая проволока отслаивается и помещает излишки частиц внутрь лайнера, забивая его. Использование специальных смазок для проволоки также может привести к тому, что проволока станет «мокрой», и на проволоке может скапливаться пыль, которая также затягивает ее в лайнер.
Чрезмерно натянутая проволока отслаивается и помещает излишки частиц внутрь лайнера, забивая его. Использование специальных смазок для проволоки также может привести к тому, что проволока станет «мокрой», и на проволоке может скапливаться пыль, которая также затягивает ее в лайнер.
Производители проволоки уже должным образом подготовили поверхность проволоки для максимальной подачи и добавления или даже вычитания, которые могут повлиять на качество сварки. Если вы настаиваете на использовании чего-нибудь для «смазки» или «протирания» провода перед тем, как он попадет в систему, лучше всего подойдет хлопчатобумажная ткань с прищепкой для одежды, чтобы не было загрязнения провода и пыли, чтобы не собираться на нем. мокрая »поверхность.Вкладыши изнашиваются и подлежат регулярной замене.
Состояние контактного наконечника
Часто проблемы с подачей можно решить, заменив контактный наконечник. Контактный наконечник может забиться из-за брызг или от прикосновения к сварочной ванне. Если проволока имеет канавки в контактном наконечнике, необходимо проверить натяжение приводного ролика.
Если проволока имеет канавки в контактном наконечнике, необходимо проверить натяжение приводного ролика.
ПОДАЧА ГАЗА
При MIG и дуговой сварке порошковой проволокой в среде защитного газа может возникнуть ряд проблем, которые мешают подаче защитного газа в сварочную ванну, что приводит к пористости, избыточному разбрызгиванию, нестабильной дуге и другим дефектам .Самое маленькое отверстие в газовом шланге может действовать как карбюратор и втягивать воздух, загрязняя сварной шов. Вот несколько шагов, которые необходимо предпринять для устранения предполагаемых проблем с защитным газом:
Проверка регулятора / расходомера
Измеритель расхода со стеклянной трубкой и шариком может использоваться в качестве индикатора утечки газа. Если мяч не падает на дно манометра, когда он не сваривается, это означает, что газ все еще течет, что указывает на утечку. Если используется циферблатный регулятор / расходомер, утечку можно обнаружить, нанеся мыльный водный раствор на все шланги и соединения.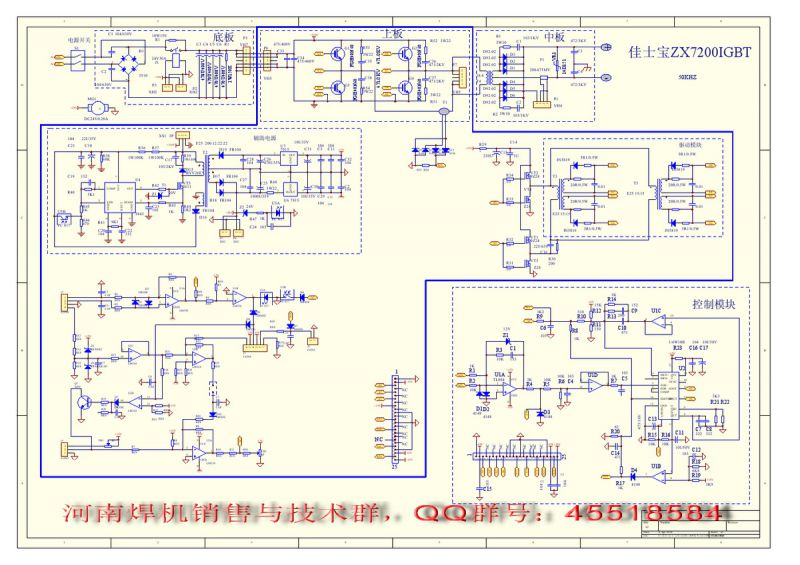 Выходящий газ вызовет образование пузырьков в мыльном водном растворе в месте утечки.
Выходящий газ вызовет образование пузырьков в мыльном водном растворе в месте утечки.
Помните, что газовые соединения и шланги после газового клапана необходимо проверять при протекании газа. Во время этого процесса используйте функцию продувки. Кроме того, выключение цилиндра и наблюдение за медленным падением стороны высокого давления также будет указывать на наличие утечки в системе.
Проверить поток газа
Больше не обязательно лучше. Расход газа обычно составляет от 30 до 50 CFH (кубических футов в час).Более низкие скорости потока могут привести к неадекватной защите, что приведет к пористости. Более высокие скорости потока могут вызвать проблемы, когда окружающая атмосфера может втягиваться в защитный газ, обеспечивая подачу загрязненного защитного газа, что также приводит к пористости.
Проверка состояния пистолета
Проверьте уплотнительные кольца на конце сварочного пистолета, где он крепится к направляющей механизма подачи проволоки.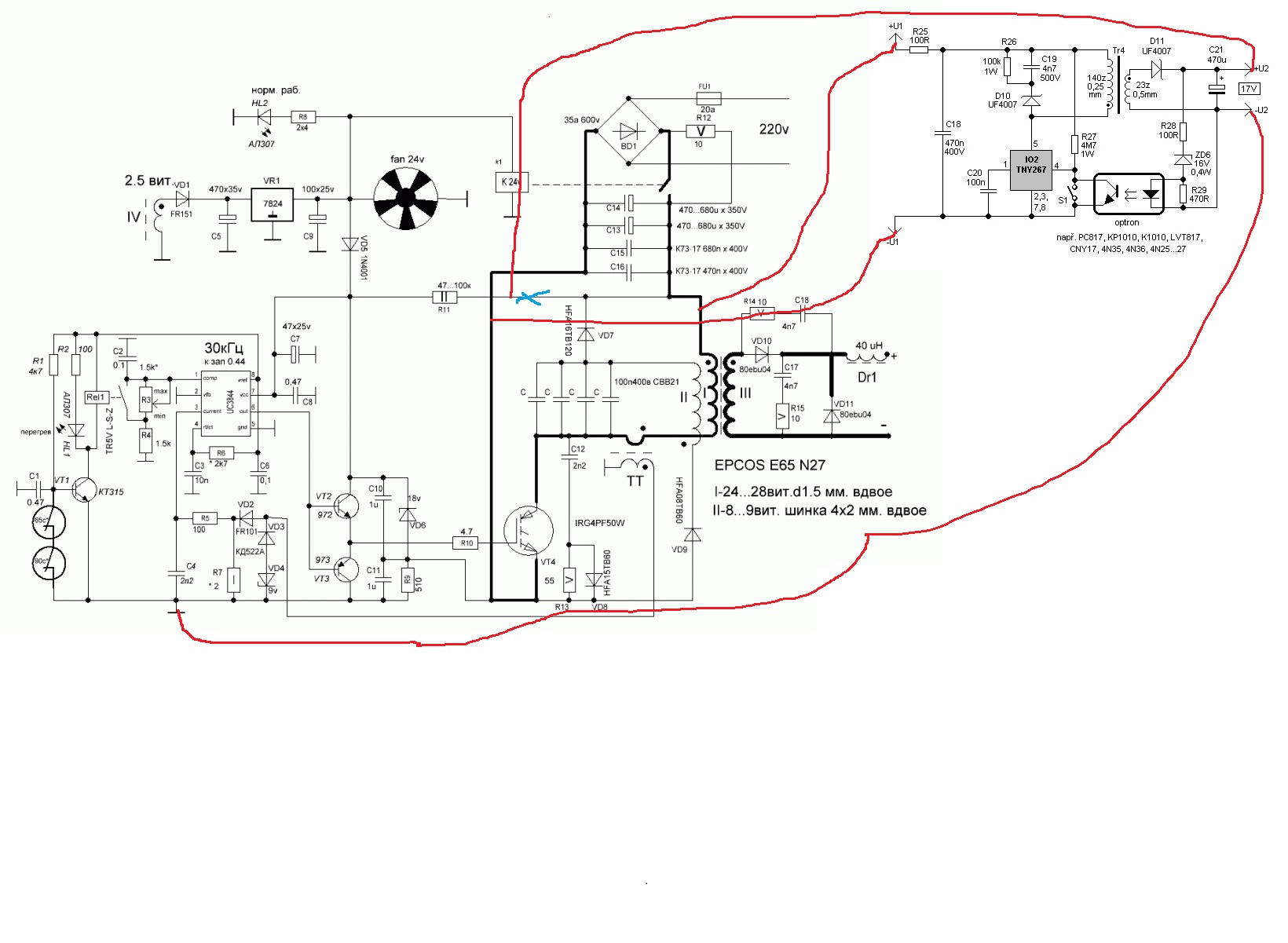 Если одно или оба уплотнительных кольца отсутствуют, треснуты, выдолблены или изношены, защитный газ может вытечь или втянуться в атмосферу, что в обоих случаях приведет к снижению производительности сварки.
Если одно или оба уплотнительных кольца отсутствуют, треснуты, выдолблены или изношены, защитный газ может вытечь или втянуться в атмосферу, что в обоих случаях приведет к снижению производительности сварки.
Проверьте газовые порты диффузора и сопла некоторых производителей расходных материалов. Эти отверстия также могут забиваться брызгами и ограничивать поток защитного газа в сварочную ванну. Эти компоненты следует проверять несколько раз в течение дня, даже если проблемы с защитным газом не возникают.
Внутри кабеля пистолета находится шланг, который содержит как лайнер, так и защитный газ. Этот шланг также может выйти из строя из-за чрезмерного использования, и внутри кабеля могут образоваться отверстия, через которые газ может выйти, и вы никогда его не увидите.Эта проблема в основном вызвана использованием слишком маленького пистолета для силы тока, используемой для сварки, и постоянного изгиба пистолета во время использования.
Внутренний диаметр сопла сварочной горелки также может влиять на подачу защитного газа.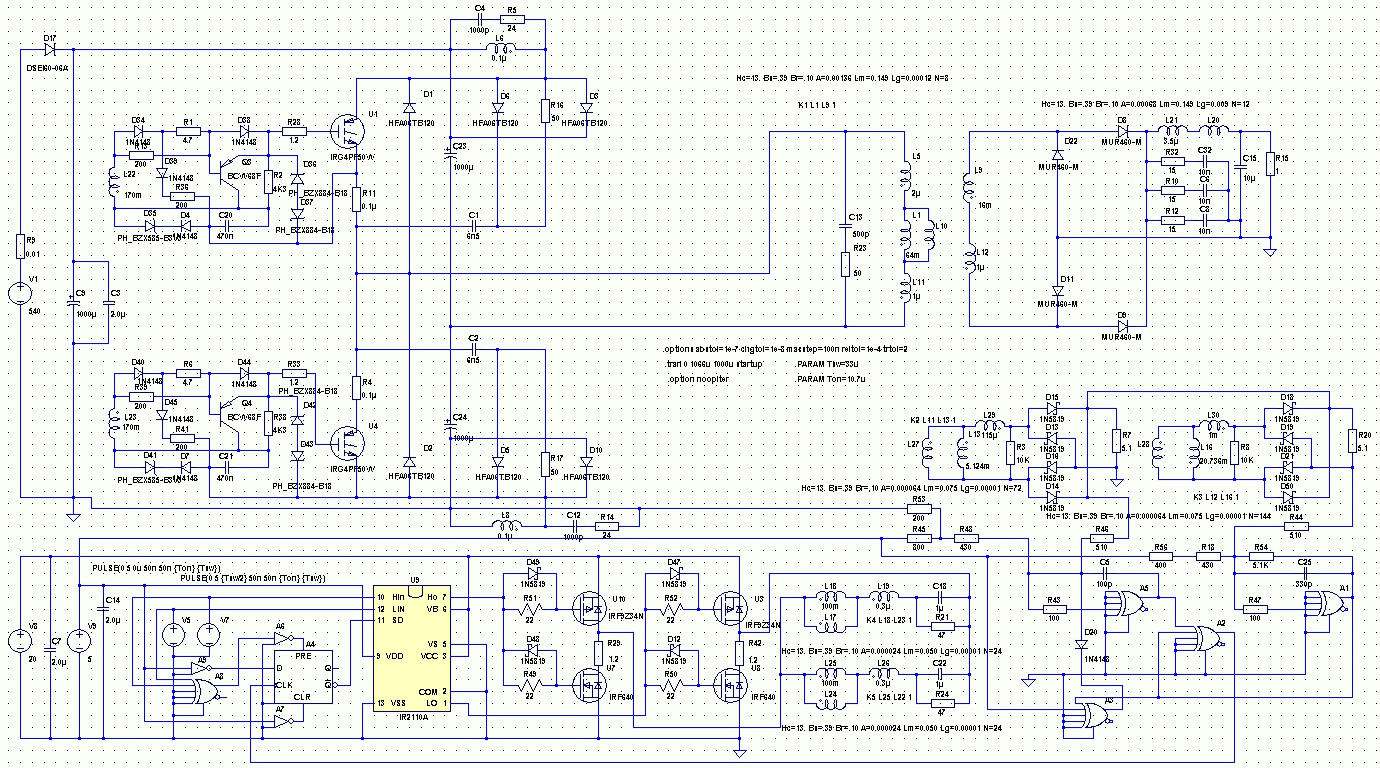 Если диаметр сопла слишком мал, а поток газа установлен слишком большим, может возникнуть эффект типа Вентури, втягивающий атмосферу и загрязняющий подачу газа. Кроме того, если сопло слишком велико в диаметре, или контактный наконечник выходит слишком далеко от конца сопла, или если расстояние между контактным наконечником и рабочей поверхностью слишком велико, это может повлиять на покрытие защитным газом.
Если диаметр сопла слишком мал, а поток газа установлен слишком большим, может возникнуть эффект типа Вентури, втягивающий атмосферу и загрязняющий подачу газа. Кроме того, если сопло слишком велико в диаметре, или контактный наконечник выходит слишком далеко от конца сопла, или если расстояние между контактным наконечником и рабочей поверхностью слишком велико, это может повлиять на покрытие защитным газом.
ПЕРЕДАЧА ЭЛЕКТРОЭНЕРГИИ
Без хорошего электрического потока между источником питания, механизмом подачи проволоки, подводящим кабелем и рабочим кабелем вы можете столкнуться с множеством проблем, включая разбрызгивание дуги, чрезмерное разбрызгивание и сокращение срока службы оборудования. Лучший способ избежать этих проблем или устранить их, когда они возникают, — это убедиться, что все электрические соединения между сварочными компонентами надежны и надежны.
Сопротивление — это «неизвестный» параметр сварки и основная причина несоответствий в любой сварочной системе. Пистолет MIG постоянно изгибается и скручивается при нормальной эксплуатации. Это, в сочетании с теплом от сварочного аппарата, со временем разрушает медь в пистолете. Если вы обнаружите, что включаете свою машину с того дня, когда все было новым и правильным для достижения того же результата, у вас, вероятно, проблема с сопротивлением.
Пистолет MIG постоянно изгибается и скручивается при нормальной эксплуатации. Это, в сочетании с теплом от сварочного аппарата, со временем разрушает медь в пистолете. Если вы обнаружите, что включаете свою машину с того дня, когда все было новым и правильным для достижения того же результата, у вас, вероятно, проблема с сопротивлением.
Необходимо проверить все электрические соединения сварочных и рабочих кабелей. Все соединения должны быть чистыми и плотными. Между медными наконечниками и поверхностями соединения не должно быть краски, ржавчины или шайб любого типа.Убедитесь, что все обжимы сварного кабеля и наконечников затянуты.
Нагрев является хорошим признаком плохого электрического соединения. По прошествии некоторого времени после сварки ячейки проверьте все точки подключения и сварочные кабели на нагрев. Если соединения или кабели кажутся горячими, это, вероятно, указывает на то, что в цепи слишком большое электрическое сопротивление. Это может быть вызвано ненадежными или неисправными соединениями, кабелями, которые слишком малы для приложения, или внутренним разрывом кабеля. Кабель, который слишком мал для данного приложения, скорее всего, будет горячим по всей своей длине, а разрыв кабеля приведет к нагреванию определенной точки вдоль кабеля.
Кабель, который слишком мал для данного приложения, скорее всего, будет горячим по всей своей длине, а разрыв кабеля приведет к нагреванию определенной точки вдоль кабеля.
Контактный наконечник — еще один распространенный источник прерывания электрического тока. Сварочный ток должен проходить через это соединение в проволоку, поэтому он должен плотно прилегать к диффузору и обеспечивать хороший контакт со сварочной проволокой. Признаком неплотного соединения является обесцвеченный контактный наконечник в месте его соединения с диффузором.В этом случае замените наконечник на новый и убедитесь, что он плотно прикреплен к диффузору.
Хотя для того, чтобы перечислить все проблемы, которые потенциально могут возникнуть при сварке проволокой, и их возможные причины, потребуется целая книга, следование приведенным выше рекомендациям должно помочь вам добиться новых успехов в сварке.
Почему мой сварочный аппарат MIG не работает?
Размещено: 24 апреля 2019 г. Автор: MattMЧто нужно проверить, когда ваш сварочный аппарат MIG перестает работать
Ваш сварщик является неотъемлемой частью мастерской и может помочь вам сделать практически все, о чем вы можете подумать. Но когда он перестает работать, кажется, что это в самый неподходящий момент, и не всегда есть кто-то, с кем можно было бы устранить неполадки. Мы решили дать краткий список возможных причин, по которым ваш сварщик не зажигает дугу, которую вы можете исправить самостоятельно.
Но когда он перестает работать, кажется, что это в самый неподходящий момент, и не всегда есть кто-то, с кем можно было бы устранить неполадки. Мы решили дать краткий список возможных причин, по которым ваш сварщик не зажигает дугу, которую вы можете исправить самостоятельно.
- Заземление — Сварщику MIG необходимо хорошее чистое заземление. Это начинается с самого сварщика. Ваш заземляющий кабель должен быть надежно закреплен внутри сварочного аппарата. Проверьте соединение внутри устройства и убедитесь, что барашковая гайка или фиксатор, удерживающий кабель на месте, не ослаблен и не сломан.Следующее, что нужно проверить — это заземляющий кабель и сам зажим. Зажим заземления требует значительных усилий и может привести к попаданию на него мусора или самого кабеля со временем изнашиваться и порваться. Если вы заметили, что ваш кабель заземления изношен или зажим загрязнен, не стесняйтесь заменить или отремонтировать кабель заземления и зажим. Наконец, убедитесь, что вы проверили область на заготовке, к которой вы прикрепляете зажим заземления. Он должен быть чистым, без ржавчины, краски или налета.
- Электропитание сварочного аппарата — Ваш сварочный аппарат включает питание и подает проволоку, но не зажигает дугу или производит только небольшую искру? Возможно, на сварочный аппарат поступает недостаточная мощность.Для включения сварочного аппарата и работы внутреннего вентилятора и приводного двигателя требуется небольшая мощность, но если у вас плохая проводка в розетке, у вас может возникнуть эта проблема. Используйте мультиметр, чтобы проверить, что у вас есть около 110–120 В. Еще одна распространенная проблема, которую мы наблюдаем, — это слишком длинный или слишком маленький удлинитель. Если вы используете удлинитель, он должен быть как можно большего размера, чтобы избежать падения напряжения на машине. Небольшой удлинитель, который вы используете для рождественских гирлянд, вероятно, не подходит для работы сварочного аппарата MIG на 135 ампер.Попробуйте подключить сварочный аппарат к розетке и проверьте, загорится ли дуга. Вы можете приобрести удлинительный шнур на 110 В для сварочного аппарата MIG ЗДЕСЬ, а удлинитель на 220 В для сварочного аппарата ЗДЕСЬ.
- Расходные материалы для сварщика — Вы не поверите, но расходные детали в вашей сварочной горелке MIG могут вызвать у сварщика проблемы с отсутствием дуги. Все эти части помогают проводить мощность через провод, выходящий из резака. Если ваш наконечник забит или загрязнен сварочными брызгами, это может вызвать проблему. Также, если наконечник неправильного размера и слишком большой, он может не соединиться с проводом и вызвать нестабильную дугу.Мы рекомендуем держать на сварочной тележке комплект расходных материалов для сварочного аппарата MIG.
- Чистая поверхность шва — Сварщику MIG требуется чистая поверхность, чтобы сделать качественный шов или сварной шов вообще. Если вы пытаетесь выполнить сварку на участке, имеющем ржавчину, старую краску, герметик для швов, масло или любое другое покрытие, ваш сварщик, возможно, не сможет зажечь дугу. Мы рекомендуем очистить поверхность шлифовальной машиной или шлифовальной машиной для удаления всех покрытий, а затем протереть металл с помощью PRE Low Voc, чтобы очистить металл от любых масел или жира.Если поверхность шва и область зажима заземления чистые, вы сможете зажечь дугу, если все вышеперечисленное в порядке.
 Он должен быть чистым, без ржавчины, краски или налета.
Он должен быть чистым, без ржавчины, краски или налета. Вы можете приобрести удлинительный шнур на 110 В для сварочного аппарата MIG ЗДЕСЬ, а удлинитель на 220 В для сварочного аппарата ЗДЕСЬ.
Вы можете приобрести удлинительный шнур на 110 В для сварочного аппарата MIG ЗДЕСЬ, а удлинитель на 220 В для сварочного аппарата ЗДЕСЬ.Если у вас все еще возникают проблемы со сварочным аппаратом Eastwood, вы можете позвонить в нашу техническую группу по телефону: 1-800-343-9353 для дальнейшего устранения неисправностей сварщика. Мы обнаружили, что большинство проблем сварщика незначительны и могут быть устранены с помощью описанных выше действий.
.